English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Har du nogensinde fundet dig selv stirrer på et komplekst deldesign og spekulerer på: "Har jeg virkelig brug for 4-akset bearbejdning til dette?" Du er ikke alene. Mange indkøbsledere og ingeniører kæmper med dette nøjagtige spørgsmål, når de køber præcisionsdele. Lad os nedbryde det på almindelig engelsk.
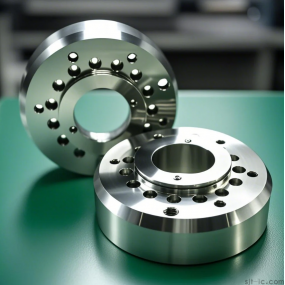
Så hvad taler vi præcist om her? 3-akset CNC-bearbejdning bevæger skæreværktøjer langs tre retninger: op-ned, venstre-højre og fremad-baglæns. Det er som en meget præcis robothånd, der kan nå hvor som helst i et boksformet rum. 4-akse tilføjer rotation omkring en vandret linje, hvilket giver den "snoende" bevægelse, der åbner nye muligheder.
Hvornår skal du vælge 3-akset bearbejdning? • Flade dele og enkle geometrier - Hvis din del ser dybest set "flad" ud eller har funktioner for det meste på den ene side • Strammere budgetter - 3-akset maskiner koster mindre at betjene timevis • Hurtigere turnaround for enkle jobs - Intet behov for komplekse installationsrotationer
Jeg har set virksomheder spilde tusinder med at specificere 4-akset til dele, der kunne fremstilles perfekt godt på 3-akset udstyr. Nogle gange er enklere virkelig bedre.
Den fjerde akse - Hvornår betyder det faktisk noget? Her er hvor tingene bliver interessante. Rotationsevnen er ikke bare en "dejlig at have" - det bliver vigtigt for:
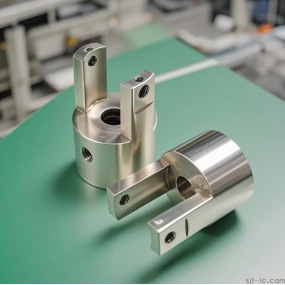
• Dele, der har brug for bearbejdning på flere sider - Ligesom dem med huller eller funktioner viklet rundt • Komplekse konturer - Tænk buede overflader, der ikke kun er enkle buer • Reduktion af opsætningstid - En 4-akset opsætning vs. flere 3-akset opsætninger
Selvom jeg ærligt talt har bemærket, at nogle butikker skubber 4-akse for job, der kunne udføres i to 3-akseoperationer. Du er nødt til at spørge: "Vil den reducerede håndteringstid faktisk spare penge?"

Omkostningsspørgsmålet Alle tænker om 4-akse bearbejdning kører typisk 20-40% højere i timen end 3-akse. Men her er twist (ordspil beregnet) - nogle gange ved hjælp af 4-akse faktisk sparer penge generelt.
Lad mig forklare: Hvis en del kræver bearbejdning på tre sider, med 3-akse, du har brug for: 1. Første opsætning - maskinens topfunktioner2. Anden opsætning - flip-del, maskinens bund3. Tredje opsætning - omplacering, maskinens sider
Hver opsætning tager tid og introducerer potentielle justeringsfejl. Med 4-akse kan du gøre det i en opsætning.
Dette antyder måske, at fokus udelukkende på timepriser kan være vildledende. De samlede jobomkostninger betyder mere.
Gør det rigtige valg til dit projektSpørg dig selv disse spørgsmål:• Hvor mange sider har brug for bearbejdning?• Er der funktioner, der omslutter delen?• Hvad er dit tolerancekrav?• Hvad er produktionsmængden?
For engangsprototyper kan flere 3-akseopsætninger være billigere. For produktionskørsler vinder 4-akse ofte på konsistens og hastighed.
Når det er sagt, har jeg fundet ud af, at mange dele falder ind i et gråt område, hvor begge metoder kan fungere. I disse tilfælde giver det mening at få tilbud på begge tilgange.
Her er noget, jeg ønsker, at flere købere vidste: 4-akset bearbejdning kan undertiden levere bedre nøjagtighed på komplekse dele. Hvorfor? Fordi at reducere antallet af gange, du genklemmer emnet minimerer kumulative positioneringsfejl.
Jeg husker en klient, der fortsatte med at få lidt out-of-spec dele med 3-akset bearbejdning. Problemet var ikke maskinens præcision - det var de små variationer, der blev introduceret hver gang de omplacerede delen. Skift til 4-akse løste deres tolerance problem.
Alligevel er det værd at nævne, at en dygtig 3-akset operatør med gode inventar også kan opnå bemærkelsesværdig nøjagtighed. Maskinen er kun en del af ligningen.
Leder du efter personlig rådgivning om dit specifikke bearbejdningsprojekt? Vores tekniske team kan hjælpe dig med at vælge den mest omkostningseffektive tilgang - bare nå ud gennem vores kontaktformular, så analyserer vi dine tegninger inden for 24 timer.
Branchedata viser, at ca. 60% af dele, der i øjeblikket fremstilles på 4-aksede maskiner, kunne produceres på 3-aksede udstyr med omhyggelig procesplanlægning. Det omvendte er ikke sandt - nogle geometrier kræver simpelthen den ekstra rotationsfrihed.