English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Pengantar Dalam lanskap manufaktur modern, Pemrosesan Suku Cadang Bubut CNC berdiri sebagai landasan rekayasa presisi. Dari permintaan sektor kedirgantaraan untuk toleransi tingkat mikron hingga kebutuhan industri otomotif akan konsistensi volume tinggi, Pusat putar Kontrol Numerik Komputer (CNC) telah merevolusi cara bahan mentah - baik itu baja yang dikeraskan, aluminium, kuningan, atau polimer canggih - diubah menjadi komponen silinder yang kompleks. Di EMAR, kami menyadari bahwa memahami hubungan rumit antara arsitektur mesin dan kemampuan pemrosesannya sangat penting bagi para profesional dan insinyur sumber. Panduan ini menggali jauh ke dalam anatomi bubut CNC, mengeksplorasi spektrum penuh operasi permesinan, dan menyoroti bagaimana memanfaatkan otomatisasi canggih diterjemahkan ke dalam kualitas bagian yang unggul dan efisiensi biaya untuk rantai pasokan Anda.

Yayasan: Apa itu Pemrosesan Suku Cadang Bubut CNC? Sementara bubut manual menelusuri garis keturunannya kembali ke Mesir kuno, tuntutan industri saat ini memerlukan lompatan kuantum dalam otomatisasi dan presisi. Pemrosesan Suku Cadang Bubut CNC mengacu pada metode pembuatan subtraktif di mana alat pemotong stasioner melibatkan benda kerja yang berputar. Tidak seperti tenaga kerja manual yang bergantung pada roda tangan dan intuisi operator, gerakan dalam bubut CNC didiktekan oleh instruksi berkode (G-code) yang diumpankan ke komputer onboard. Sinergi kekakuan mekanis dan kontrol digital ini memungkinkan produksi suku cadang dengan akurasi berulang hingga 0,001mm, suatu prestasi yang tidak dapat dicapai dalam pemesinan manual. Proses ini mencakup Operasi Internal (ID) untuk memodifikasi diameter dalam dan Operasi Eksternal (OD) untuk membentuk eksterior, semua sering dapat dicapai dalam pengaturan tunggal.
Arsitektur Inti: Bagian Bubut CNC Kunci dan Cairan Pengolahannya Untuk mengoptimalkan Pemrosesan Bagian Bubut CNC, pertama-tama seseorang harus memahami anatomi mesin. Setiap komponen memainkan peran khusus dalam menjaga stabilitas dan presisi yang diperlukan untuk pekerjaan toleransi tinggi.
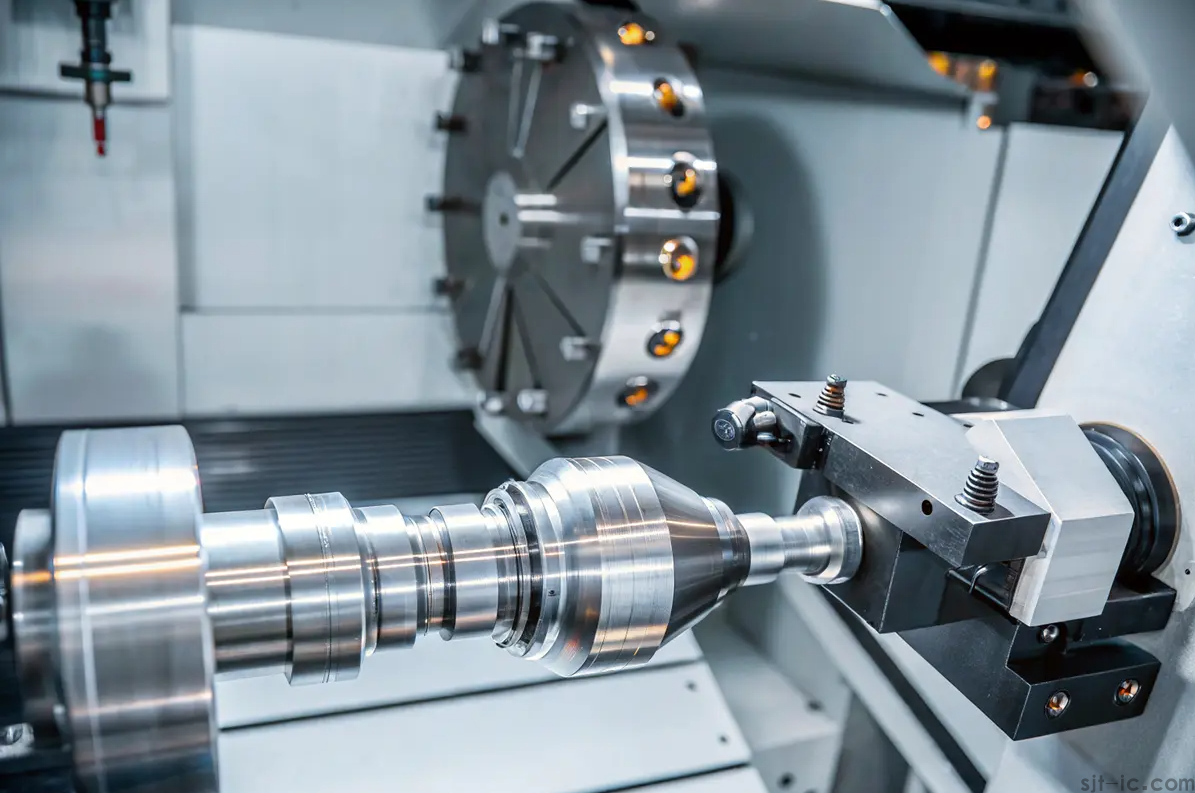
Headstock dan Spindle Utama - Pembangkit Listrik Rotasi Diposisikan di sisi kiri tempat tidur bubut, headstock menampung motor penggerak dan poros utama. Rakitan ini adalah jantung dari proses belokan, mentransmisikan gaya rotasi ke benda kerja. Kualitas dan kekakuan poros utama berkorelasi langsung dengan permukaan akhir dan stabilitas dimensi. Hidung spindel mengamankan mekanisme penjepitan, mendikte konsentrisitas benda kerja selama rotasi kecepatan tinggi. Headstock modern menawarkan kecepatan spindel variabel, memungkinkan operator EMAR untuk mengoptimalkan parameter pemotongan untuk bahan mulai dari plastik lunak hingga paduan titanium.
Clamping Precision: Chuck vs. Collet SystemsHolding benda kerja yang aman tidak dapat dinegosiasikan dalam Pemrosesan CNC.
Chuck: Biasanya perangkat hidrolik atau pneumatik 3-rahang (self-centering) atau 4-rahang (independen). Chuck sangat ideal untuk rentang diameter yang luas dan bentuk yang tidak beraturan, memberikan cengkeraman kuat yang diperlukan untuk pelepasan bahan berat.
Collet: Digunakan untuk stok berdiameter lebih kecil (biasanya hingga 60mm). Collet menawarkan cengkeraman superior dan konsentrisitas yang lebih tinggi daripada chucks, menjadikannya pilihan yang disukai untuk pemesinan mikro presisi tinggi dari bagian-bagian kecil.
Tailstock dan Sub-Spindle - Stabilitas dan Otomasi Terletak di seberang headstock, Tailstock memberikan penguatan penting untuk benda kerja yang panjang dan ramping seperti poros atau tabung. Dengan melibatkan pusat benda kerja dengan gaya hidrolik, ini mengurangi defleksi dan getaran, memastikan konsistensi sepanjang panjang bagian. Untuk otomatisasi canggih, banyak pusat belok EMAR mengganti tailstock dengan Sub-Spindle. Spindle sekunder ini mencengkeram benda kerja untuk melakukan pemesinan sisi belakang - memungkinkan cut-off sebagian, pengeboran, dan membosankan di permukaan terbalik tanpa intervensi manual, landasan manufaktur "light-out" yang efisien.

Sistem Pengangkutan dan Perkakas - Menjalankan Pemotongan Kereta adalah antarmuka dinamis yang memfasilitasi gerakan. Terdiri dari pelana dan geser silang, ia naik di sepanjang tempat tidur bubut dengan cara mesin presisi, menggerakkan alat pemotong di sepanjang sumbu X (vertikal / ke dalaman) dan Z (horizontal / panjang). Perkakas di tempatkan di salah satu dari dua konfigurasi utama:
Jenis Turret: Tiang alat pengindeksan yang mampu menampung banyak alat. Ini berputar untuk membawa bor yang diperlukan, batang bor, atau mengubah sisipan ke posisinya, memungkinkan Pemrosesan Bagian Bubut CNC multi-langkah yang kompleks tanpa perubahan alat manual.
Jenis Geng: Alat dipasang dalam pengaturan linier pada slide silang. Ini memungkinkan pengindeksan cepat dan sangat efektif untuk produksi komponen kecil dan sederhana berkecepatan tinggi.
Tempat Tidur Bubut dan Balok Vertikal - Integritas Struktural Tempat Tidur Bubut adalah pelat pondasi cor yang diberi perlakuan panas yang mendukung headstock, tailstock, dan carriage. Massa dan kekakuannya menyerap kekuatan dan getaran mesin yang sangat besar, memastikan akurasi geometris selama bertahun-tahun melayani. Beberapa desain canggih menggabungkan konfigurasi Balok Vertikal untuk meminimalkan akumulasi swarf (chip) pada guideways, faktor penting dalam mempertahankan akurasi jangka panjang di lingkungan otomatis.
Panel Kontrol CNC - Otak Digital Ini adalah pusat komando untuk Pemrosesan Bagian Bubut CNC. Ini menafsirkan data model CAD 3D dan menampilkan simulasi jalur alat. Operator menggunakan antarmuka ini untuk melakukan lari kering, menyesuaikan kecepatan umpan, dan memantau beban spindel, memastikan alur kerja otomatis di jalankan dengan presisi sempurna.
Proses Komprehensif: Operasi yang Dilakukan dalam Pemrosesan Bagian Bubut CNC Bubut CNC jauh lebih dari sekadar mesin putar sederhana; ini adalah platform multi-fungsi yang mampu melakukan berbagai operasi, seringkali menghilangkan kebutuhan akan peralatan sekunder.
OperasiPengolahan DescriptionTurningRemoval volume material besar dari OD untuk mengurangi diameter. Ideal untuk kasar.FacingMembuat permukaan datar dan halus di ujung benda kerja dengan memindahkan alat tegak lurus ke aksis.ThreadingMemotong benang eksternal atau internal yang tepat (melalui penyadapan) dari pitch dan panjang spesifik.Grooving / PartingCutting saluran sempit atau benar-benar memutuskan bagian akhir dari batang stok.Pengeboran & BoringMembuat lubang awal dengan mata bor; Membosankan memperbesar atau menyelesaikan lubang itu untuk toleransi ID yang tepat dengan langkah-langkah atau tapers.ReamingProses finishing dilakukan setelah pengeboran untuk mencapai diameter yang sangat akurat dan penyelesaian internal seperti cermin.KnurlingMenciptakan pola bertekstur (garis bergerigi) di permukaan untuk pegangan estetika atau daya tarik visual. ChamferingRemoving tajam dan menciptakan tepi miring untuk penanganan dan perakitan yang aman. Aplikasi dan VersatilityIndustrial Fleksibilitas CNC Bubut Parts Processing membuatnya sangat diperlukan di berbagai sektor yang luas. Di EMAR, kami melayani pelanggan OEM dan integrator sistem yang membutuhkan komponen yang bervariasi dalam ukuran mulai dari instrumen bedah yang halus hingga perlengkapan minyak & gas yang kuat.
Aerospace: Komponen presisi seperti pin roda pendarat, busing, dan cakram mesin yang membutuhkan toleransi ekstrim dan integritas permukaan.
Otomotif: Produksi roda gigi, poros, katrol, dan rotor rem dengan volume tinggi.
Medis: Geometri kompleks untuk sekrup tulang, implan, dan alat bedah stainless steel.
Elektronik & Hidrolik: Perlengkapan presisi, konektor, dan badan katup.
Bubut CNC vs. Bubut Manual: Investasi Strategis dalam Proses Bagi manajer pengadaan yang mengevaluasi biaya per bagian, perbedaan antara CNC dan pemrosesan manual sangat mencolok. Sementara mesin bubut manual menawarkan fleksibilitas untuk perbaikan dan prototipe satu kali (dengan waktu pengaturan 30-60 menit), mereka bergantung pada operator dengan toleransi yang sering terbatas pada 0,01mm. Pemrosesan Bagian Bubut CNC, sebaliknya, menawarkan:
Pengulangan: Bagian identik yang dihasilkan selama ribuan siklus tanpa penyimpangan.
Produktivitas: 3-5x lebih cepat untuk geometri kompleks, dengan kemampuan untuk operasi 24 / 7 dan pengawasan operator tunggal dari beberapa sel.
Efisiensi Tenaga Kerja: Mengurangi biaya tenaga kerja per unit dan meminimalkan skrap material melalui jalur alat yang dioptimalkan.
Kemampuan Lanjutan: Proses Bubut CNC Multi-Axis Di luar putaran standar 2-sumbu (X dan Z), EMAR memanfaatkan mesin multi-sumbu canggih. Bubut penggilingan 3-Axis, 4-Axis, dan 5-Axis menggabungkan gerakan sumbu Y dan perkakas langsung. Ini memungkinkan pengeboran off-center, penggilingan flat, dan kontur kompleks pada bagian yang diputar dalam pengaturan tunggal. Bahkan mesin hibrida 9-Axis dikerahkan untuk kompleksitas ekstrem, memadukan belokan tradisional dengan penggilingan 5-sumbu penuh untuk menghilangkan kesalahan perlengkapan kumulatif.

ConclusionOptimizing rantai pasokan Anda dimulai dengan memahami kemampuan CNC Bubut Parts Processing. Dari spindle yang kuat hingga gerbong presisi mikron, setiap komponen mesin berkontribusi pada integritas akhir bagian mesin. Di EMAR, kami menggabungkan arsitektur mekanik canggih ini dengan pemrograman ahli dan alur kerja otomatis untuk menghadirkan komponen yang memenuhi standar global yang paling ketat.
Apakah Anda ingin meningkatkan presisi dan konsistensi komponen yang Anda putar? Hubungi tim EMAR hari ini untuk membahas bagaimana solusi bubut CNC canggih kami dapat merampingkan lini produksi Anda dan mengurangi biaya per bagian Anda.
Hubungi Telepon: + 86 18664342076 Email: sales8@sjt-ic.com Mari kita ubah desain Anda menjadi kenyataan dengan presisi yang tak tertandingi.