English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Ehi, colleghi macchinisti e appassionati di officine! Hai mai trascorso ore a configurare e eseguire un lavoro CNC per una boccola di guida, solo per scoprire che la parte finale non si adatta bene o si consuma troppo velocemente? È frustrante, vero? Sai che la parte è fondamentale per un funzionamento regolare, ma ottenerla perfetta sembra un'arte segreta. Beh, non sei solo. La verità è che la lavorazione di una parte dall'aspetto semplice come una boccola di guida è ricca di piccoli dettagli che possono creare o distruggere il tuo progetto. Analizziamo ciò a cui devi davvero prestare attenzione quando realizzi questi componenti essenziali.

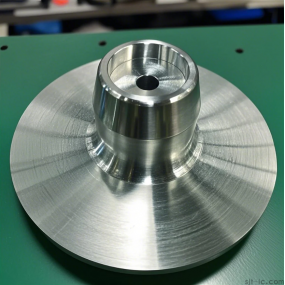
Cosa stiamo cercando di ottenere esattamente con una boccola guida? Prima di immergerci nel "come", chiariamo il "perché". Una boccola guida non è un anello di metallo qualsiasi. Il suo compito principale è quello di guidare un'altra parte (come un albero o uno strumento) con estrema precisione e oscillazione minima. Deve essere rotondo, liscio e abbastanza resistente da gestire movimenti e pressioni costanti. Quindi, quando parliamo di lavorarlo, non stiamo solo facendo un foro in un tubo; stiamo creando un'interfaccia di alta precisione che garantisce che tutto il resto funzioni senza intoppi. Se questa base è spenta, l'intero assemblaggio soffre.

Le migliori cose a cui fare attenzione durante la lavorazioneVa bene, ecco la carne di esso. Ne ho incasinati alcuni nel mio tempo, quindi impara dai miei errori!
1. La scelta del materiale è metà della battaglia: non afferrare solo gli avanzi. Il materiale che scegli influisce direttamente sull'usura. Mentre l'acciaio temprato è un punto di riferimento comune per la sua durata, il tipo specifico è molto importante per la durata della boccola. L'utilizzo di un materiale troppo morbido porterà a una rapida deformazione.
2. Domare il mostro del calore: questo è grande. Durante il taglio e la rettifica, il calore si accumula. Troppo calore può ammorbidire il materiale o persino causare crepe microscopiche, rovinando la durezza e la stabilità dimensionale della parte. L'uso di un buon refrigerante non è solo un suggerimento; è una necessità per il controllo di qualità.
3. Il diametro interno (ID) è il re: ovviamente, il foro interno è la caratteristica più critica. Le sue dimensioni, rotondità e finitura superficiale sono tutto. Un foro ruvido o fuori tondo causerà attrito, calore e guasto prematuro. Il raggiungimento di una finitura superficiale a specchio attraverso la levigatura o l'alesatura fine non è negoziabile per un funzionamento regolare.
Il mio processo go-to per risultati coerentiNel corso degli anni, mi sono stabilito in una routine che funziona per me. Potrebbe sembrare semplice, ma saltare i passaggi è dove iniziano i problemi.
Passaggio 1: sgrossatura: inizio tagliando la forma di base dal magazzino della barra, lasciando un po 'di materiale extra tutto intorno. Si tratta di rimuovere la massa in modo efficiente.
Passo 2: Affrontare e centrare: mi assicuro che le estremità siano perfettamente piatte e quadrate. Quindi, trapano con cura il foro pilota iniziale. Ottenere questo foro centrato perfettamente è fondamentale, poiché tutte le operazioni successive dipendono da esso.
Passaggio 3: noioso alla perfezione: è qui che avviene la magia. Uso uno strumento di perforazione fine per portare lentamente il diametro interno alla sua dimensione finale. Prendo passaggi leggeri e controllo costantemente con i calibri. L'obiettivo qui è quella finitura e dimensione superficiale perfette.
Passaggio 4: finitura dell'esterno: una volta che l'ID è perfetto, giro il diametro esterno (OD) alla sua dimensione finale, assicurandomi che sia concentrico con l'ID. Questa concentricità è ciò che garantisce che la boccola non traballerà una volta installata.

Un pensiero personale sulle tolleranzeLavoriamo tutti da progetti con chiamate di tolleranza strette, giusto? A volte, si è tentati di spingere fino al limite delle specifiche. Ma ecco i miei due centesimi: sparare per la metà della gamma di tolleranza spesso ti dà una parte più robusta. Rappresenta minuscole variazioni di temperatura o materiale e rende la boccola più indulgente nel mondo reale. Inseguire il limite assoluto potrebbe apparire buono sul rapporto di ispezione, ma potrebbe non lasciare spazio alle condizioni del mondo reale. Detto questo, non sono un ingegnere, quindi l'esatto equilibrio tra precisione e prestazioni in ogni scenario è un argomento complesso che sto ancora imparando.
❓ Ma per quanto riguarda la tornitura dura? Potresti aver sentito parlare di "tornitura dura": lavorare direttamente l'acciaio temprato. Sembra efficiente, vero? Salta la fase del trattamento termico dopo la lavorazione. Mentre la tecnologia è certamente avanzata, sono ancora un po 'vecchia scuola qui. Il processo richiede macchine incredibilmente rigide e strumenti specializzati per evitare di danneggiare il materiale duro e fragile. Per la maggior parte dei negozi, la rettifica dopo il trattamento termico potrebbe ancora essere la scommessa più sicura per la produzione di volumi elevati. È un'area affascinante, tuttavia, e la scelta migliore potrebbe dipendere in larga misura dai requisiti specifici delle attrezzature e delle parti.
Quindi, ecco fatto. Non si tratta solo di eseguire il programma; si tratta di pensare attraverso il materiale, il calore e ogni singolo taglio. Prestare attenzione a questi dettagli è ciò che separa una buona boccola di guida da una grande. Spero che questo ti aiuti nella tua prossima avventura di lavorazione!