English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Hallo daar, collega-machinisten en werkplaatsliefhebbers! Ooit uren besteed aan het opzetten en uitvoeren van een CNC-klus voor een geleidingsbus, alleen om te ontdekken dat het laatste deel gewoon niet goed past of veel te snel slijt? Het is frustrerend, toch? Je weet dat het onderdeel van cruciaal belang is voor een soepele werking, maar het perfect krijgen voelt als een geheime kunst. Nou, je bent niet de enige. De waarheid is dat het bewerken van een eenvoudig ogend onderdeel zoals een geleidingsbus vol zit met kleine details die je project kunnen maken of breken. Laten we opsplitsen waar je echt op moet letten bij het maken van deze essentiële componenten.

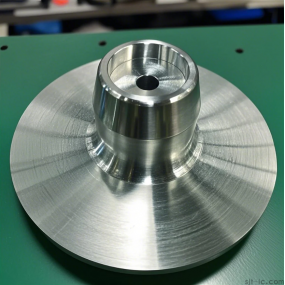
Wat proberen we precies te bereiken met een geleidingsring? Voordat we in het "hoe" duiken, laten we duidelijk zijn over het "waarom". Een geleidingsbus is niet zomaar een ring van metaal. Zijn belangrijkste taak is om een ander onderdeel (zoals een as of gereedschap) met extreme precisie en minimale wiebelen te begeleiden. Het moet rond, glad en sterk genoeg zijn om constante beweging en druk aan te kunnen. Dus als we het hebben over het bewerken ervan, maken we niet alleen een gat in een buis; we creëren een uiterst nauwkeurige interface die ervoor zorgt dat al het andere soepel verloopt. Als deze fundering is uitgeschakeld, lijdt de hele assemblage.

Topdingen om op te letten tijdens het bewerken Oké, hier is het vlees ervan. Ik heb er in mijn tijd een paar verknald, dus leer van mijn fouten!
1. Materiaalkeuze is de helft van de strijd: pak niet zomaar een overgebleven voorraad. Het materiaal dat u kiest, heeft direct invloed op slijtage. Terwijl gehard staal een gemeenschappelijke go-to is voor zijn duurzaamheid, is het specifieke type van groot belang voor de levensduur van de bus. Het gebruik van een te zacht materiaal leidt tot snelle vervorming.
2. Het temmen van het warmtemonster: dit is een grote. Tijdens het snijden en slijpen bouwt de warmte zich op. Te veel warmte kan het materiaal verzachten of zelfs microscopisch kleine scheuren veroorzaken, waardoor de hardheid en maatvastheid van het onderdeel worden verpest. Het gebruik van een goed koelmiddel is niet alleen een suggestie; het is een noodzaak voor kwaliteitscontrole.
3. De binnendiameter (ID) is Koning: Het is duidelijk dat het binnengat het meest kritische kenmerk is. Zijn grootte, rondheid en oppervlakteafwerking zijn alles. Een ruwe of buitenronde boring veroorzaakt wrijving, hitte en voortijdige mislukking. Het bereiken van een spiegelachtige oppervlakteafwerking door honen of fijn boren is niet onderhandelbaar voor een soepele werking.
Mijn go-to-proces voor consistente resultaten Door de jaren heen heb ik me gevestigd in een routine die voor mij werkt. Het lijkt misschien eenvoudig, maar het overslaan van stappen is waar problemen beginnen.
• Stap 1: Roughing it Out: Ik begin met het snijden van de basisvorm uit de barvoorraad, waarbij ik rondom een beetje extra materiaal achterlaat. Dit gaat over het efficiënt verwijderen van bulk.
• Stap 2: Facing and Centering: Ik zorg ervoor dat de uiteinden perfect vlak en vierkant zijn. Vervolgens boor ik voorzichtig het eerste geleidegat. Dit gat perfect gecentreerd krijgen is cruciaal, omdat alle volgende bewerkingen ervan afhangen.
• Stap 3: Boring to Perfection: Hier gebeurt de magie. Ik gebruik een fijn boorgereedschap om de binnendiameter langzaam naar zijn uiteindelijke dimensie te brengen. Ik neem lichte passen en controleer constant met meters. Het doel hierbij is die perfecte oppervlakte-afwerking en grootte.
• Stap 4: De buitenkant afwerken: zodra de ID perfect is, draai ik de buitendiameter (OD) naar de uiteindelijke maat, zodat deze concentrisch is met de ID. Deze concentriciteit is wat garandeert dat de bus niet wiebelt zodra deze is geïnstalleerd.

Een persoonlijke gedachte over toleranties We werken allemaal vanuit blauwdrukken met strakke tolerantieoproepen, toch? Soms is het verleidelijk om tot het uiterste van de specificatie te gaan. Maar hier is mijn twee cent: schieten voor het midden van het tolerantiebereik geeft je vaak een robuuster onderdeel. Het houdt rekening met kleine variaties in temperatuur of materiaal en maakt de bus vergevingsgezinder in de echte wereld. Het najagen van de absolute limiet ziet er misschien goed uit in het inspectierapport, maar het laat misschien geen ruimte over voor omstandigheden in de echte wereld. Dat gezegd hebbende, ik ben geen ingenieur, dus de exacte balans tussen precisie en prestaties in elk scenario is een complex onderwerp waar ik nog steeds over leer.
❓ Maar hoe zit het met hard draaien? Je hebt misschien gehoord over "hard draaien" - het rechtstreeks bewerken van gehard staal. Het klinkt efficiënt, toch? Sla de warmtebehandelingsstap over na het bewerken. Hoewel de technologie zeker is vooruitgegaan, ben ik hier nog steeds een beetje ouderwets. Het proces vereist ongelooflijk stijve machines en gespecialiseerde gereedschappen om beschadiging van het harde, broze materiaal te voorkomen. Voor de meeste winkels is slijpen na warmtebehandeling misschien nog steeds de veiligere gok voor productie met een hoog volume. Het is echter een fascinerend gebied en de beste keuze kan sterk afhangen van uw specifieke apparatuur en onderdeelvereisten.
Dus daar heb je het. Het gaat niet alleen om het uitvoeren van het programma; het gaat om het nadenken over het materiaal, de hitte en elke snede. Aandacht besteden aan deze details is wat een goede geleidingsbus scheidt van een geweldige. Ik hoop dat dit je helpt bij je volgende bewerkingsavontuur!