

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Emma Technology Co., Ltd. is een van die ledende profesionale produksieerdes van presies metal dele in China, wat in 2006 geïnstalleer is. Dit bedryf hoofsaaklik besigheid soos CNC masjien dele, Metal Stamping dele en staat metal-verwerking.
Proses Inleiding: Metal stamping is 'n metal verwerking metode wat gebaseer is op plastike deformasie van metal. Dit gebruik molde en stampingsapparaat om druk te aanwend na die staat metal, veroorsaak plastike deformasie of skeiding van die staat metal, sodat deel (stampeerde deel) verkry met sekere vorm, grootte en prestasie. Onderdrukkende teknologie speel 'n belangrike rol in die produksieproses van outomatiese liggaam.
Metal-stamping kan gebruik word om te proses slag konave metal vorms, en die verwerking benodigte vir molde is relativief hoog, en hierdie proses is slegs geskik vir groot-skaal produksie. Hierdie proses het hoë presisie in verwerking en daar is geen betekende verandering in materiaal dikheid. Wanneer die verhouding tussen diepte en diameter verklein word, is die masjienproses baie gelyk aan diep tekening, en geen van hierdie masjienprosesse betekenlik die dikheid van die materiel verklein nie.
Masse produksie van dele benodig die kompleksitele gebruik van veelvuldige formering en uitsnitting prosesse op die basis van progresiewe nutsprogramme. 'n Reeks van molde is noodsaaklik in vinnige verwerking. In die proses van masjien-dele is dit soms nodig om 'n tweede operasie te doen op die vorige formeerde dele. Sommige dele kan 5 of meer operasies nodig, wat die hoeveelheid van prosesse reflekteer. Hierdie proses kan metal bladsye proses in silindrike, konisiese en hemisferiese vorms. Die dikwels kombinasie van stamping en druk in die proses gee die hele ontwerp 'n wyse omvang van keuses, soos wanneer masjien van flankkante, asymetriese wiele en vorms met perforasies, die verskillende funksies van hierdie proses is bekend.
Tegniese Beskrywing 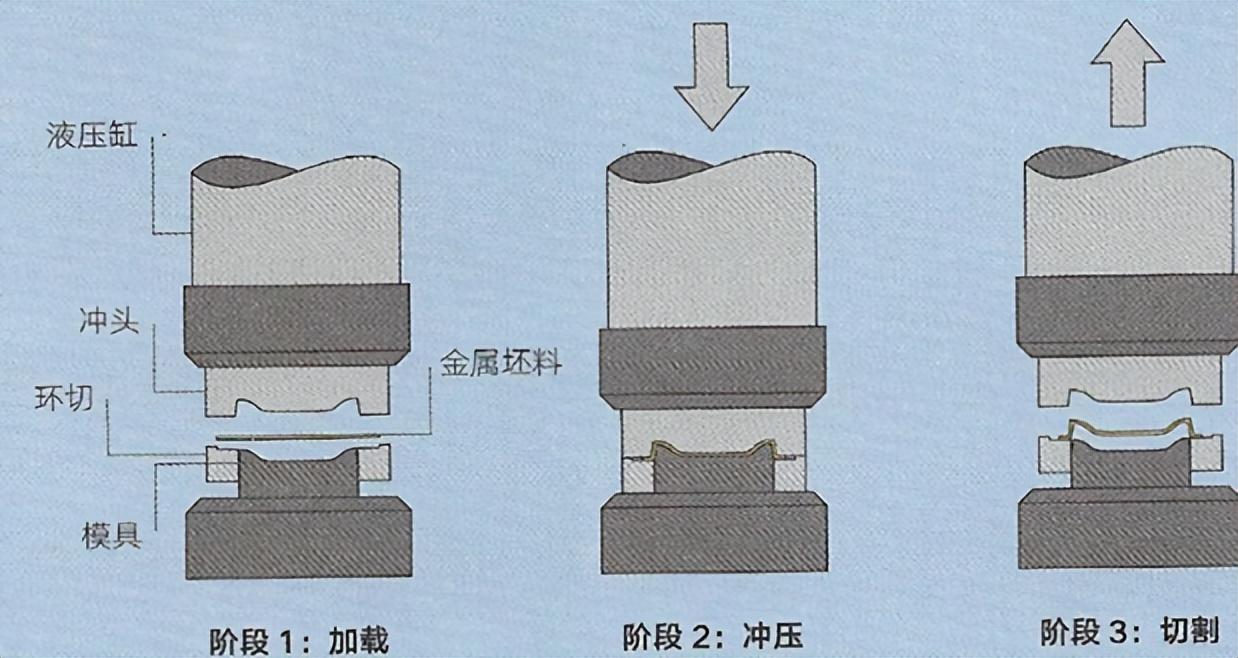
Metal stamping is 'n spesifieke proses wat uitgevoer word op 'n punting masjien, wat die krag na die punk deur 'n hidrauuliese sylinder of mekaniese toestel oordra (soos 'n kamer druk). Algemeen is hydrauliese sylinders gekies omdat hulle uniforme druk het deur die hele stampingssyklus, en die wat mekaniese toestelle gebruik het, het ook 'n plek in die metal verwerking industrie.
Punkte en molde is spesialiseer en algemeen doen slegs 'n enkele operasie van formering of punting. In operasie word metalbillete gewoonlik gelaai op die werkbank. Dan klomp die punk en voltooi die formeerde proses van die deel in een strok.
Na die molding is klaar, die stripper beweeg en uitvoer die deel, waar die deel verwyder is. Sommige deel formeer is 'n voortdurende proses, en na verwerking moet dit ook deur 'n stamping proses gaan. Dit is gewoonlik bekend as die voortdurende mold verwerking en formering proses.
Onder hierdie verwerking voorwaardes word die metaldele wat verwerk is, na die volgende stadium van verwerking op die werkbank oordra. Hierdie proses kan hand of deur oordra snitte bestuur word. Die meeste stelsels is outomaties en onderhou hoë speletjies vir verwerking. Die volgende stap kan die drukkverwerking, stamping, kruigling of ander sekundêre verwerking insluit.
Die tipiese toepassing van stamping verwerking is baie uitbreidig. Die groot meeste van groot-skaal metal-verwerking prosesse in die outomatiese industrie word stamp of uitbreiding, insluitend karlype, deur linne en trim.
Hierdie proses word gebruik vir die verwerking van metalkamera lype, mobile foon, televisie kasings, huisgesings en MP3 spelers. Kitchen en kantoor toestellings, gereedskappe en knippe gebruik ook hierdie proses. Die eksterne vorm en interne struktuur van die dele kan verander word deur hierdie proses.
Klein batch produksie van dele wat verwante prosesse gebruik word, word deur staat metal verandering, metal draaiïng of bending formering bereik. Hierdie prosesse kan vorms soos metal stamping produseer, maar relativief hoë arbeidskonstellings nodig.
Alhoewel stamp en diep tekening prosesse gelykbaar is, is daar nog betekende verskille. Wanneer die diepte van die deel groter is as 1/2 van die diameter, moet die deel verleng word om die muur dikheid te verminder. Hierdie benodig graduul en stadige operasie om oorspronklike uittrekking en uittrekking van die materiaal te voorkom.
Superplastike formering kan eenvoudige operasies gebruik om groter en diepter dele te produseer. Maar hierdie verwerking is beperk tot aluminum, magnesium en titanium, omdat dit die materiaal nodig om superplastisie te hê.
Die metal profiele wat deur die verwerking van kwaliteit gevorm is, kombinieer die ductiliteit en sterkte van die metal materiale van die dele, verbeter rigiditeit en helderheid.
As die oorspronklike effekte benodigte nie veral strik is nie, moet die dele slegs met die brand na deformasie behandel word. Sandblasting is used to reduce surface roughness. Deeltjies kan ook verder verwerk word deur powder spraying, skildering of elektroplaating.
Hierdie is metodes vir vinnig en presies die produksie van slag koewe vorms gebruik staat metal. Circles, squares, and polygons can use this process.
Din gewagte dele kan die sterkte van die dele verhoog deur ribe by te voeg, en dit kan gewig en verwerking koste verminder. Choosing a suitable mold can process profiles with composite curves and complex surfaces. 'n Likveldige proses om hierdie werk te voltooi is staat metal verwerking, maar het baie verstandige werkers nodig. Sagte molde kan aanwend word na staat metal verwerking en metal stamping. Een kant van hierdie mold is gemaak van rigte rubber, wat kan toewend genoeg druk om 'n metal billet op die punt te vorm.
Ontwerp aansoek: Stamp word uitgevoer op 'n vertikale as. Daarom, die koekhoek is in die tweede stamp gevorm. Sekundêre stamp insluit druk deformasie, uitbreiding en kruiping.
Die eerste stamp operasie kan slegs die diameter van die defektiewe materiaal by 30 % verklein. Verder operasie kan die diameter by 20%. Dit beteken dat die verwerking van sommige dele benodig 'n sekere aantal voortdurende stamp.
In diep tekennologie is die proses dikwels beperk deur die verwerking kapasiteit van die masjien. Die grootte van die masjien bed bepaal die grootte van die billet, en die strek bepaal die uitstrekking lengte. Die verwerking syklus is bepaal deur die strek en die kompleksiteit van die dele.
The thickness of stamped stainless steel ranges from 0.4 to 2mm, and it is possible to process up to 6mm thick plates, but it will be affected by the shape and shape.
Many metal sheets, such as carbon steel, stainless steel, aluminum, magnesium, bowl, copper, brass, and zinc, can be processed using this process.
Die verwerking koste is relativief hoog vanweë die behoefte vir hoë sterkte metal molde tydens verwerking. Semi rigte rub molde het minder koste, maar nog nodig enkelsidede metal nutsprogramme en is slegs geskik vir klein batch produksie.
Die verwerking syklus is baie kort, en 1 tot 100 dele kan wees verwerk binne 1 minute. Vervang en opstel molde benodig 'n sekere hoeveelheid tyd.
Die arbeidkoste is relativies lae vanweë die hoë grad van outomaties. Poolsing en polisering sal betekenlik arbeidkoste verhoog.
Alle affallmateriale kan herverwerk word vanweë omgewing invloek. Durable items can be produced using metal stamping technology.






