English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

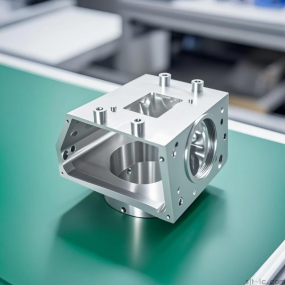
Хей, когато става въпрос за CNC обработка, защо девет от десет фабрики използват алуминиева сплав? Отначало също мислех, че този материал е мек и лесен за боравене, но след като беше поставен на машината, се появиха проблеми като адхезия на инструмента, изграден ръб и нестабилни размери... Беше наистина разочароващо! Но ако някои приятели искат бързи и висококачествени резултати от обработката, какво трябва да направят? Днес трябва да споделя практическите съвети, които често използвам, за да избегна тези клопки с всички!

Първо, нека поговорим за това, което е толкова специално за алуминиевата сплав. Той е лек, има добра якост и е устойчив на корозия, така че се използва широко в космическото и електронните устройства. Въпреки това, проблемът с "адхезия на инструмента" по време на обработката е наистина досаден - тъй като алуминият е мек и има ниска точка на топене (около 660 ° C), инструментът има тенденция да стане лепкав, когато скоростта на въртене е бавна. По-долу е сравнение на характеристиките на обработката на общите модели от алуминиева сплав:
| Модел | Структура на опън (MPa) | Твърдост (HB) | Трудност на обработката | Приложими сценарии |
| ------ | ---------------------- | ------------- | -------------------- | ----------------------------- |
| 6061 | Приблизително 310 | 60-150 | ⭐⭐ | Структурни части, жилища |
7075 | Приблизително 570 | 60-150 | ⭐⭐⭐⭐ | Аерокосмически части с високо напрежение |
| 5052 | Приблизително 230 | 60-150 | ⭐ | Компоненти с високи изисквания за устойчивост на ръжда |
Както се вижда от таблицата, въпреки че 7075 има висока якост, трудността му за обработка също е много по-голяма! Научих това по трудния начин - когато използвах обикновени високоскоростни стоманени инструменти за машина 7075, износването на върха на инструмента беше ужасяващо бързо. По-късно преминах към циментирани карбидни инструменти, за да стабилизира процеса, и беше от съществено значение да се използват високи скорости на въртене (3000-10000r / min се препоръчва) в комбинация с керосеново охлаждане; в противен случай адхезия на инструмента ще настъпи за минути.
Така че въпросът е, как да изберем правилните инструменти и параметри? Мисля, че тези три трика са изключително практични:
1. Не пестете инструменти: Използвайте циментиран карбид като основа; за части с високи изисквания за повърхност, дори диамантени покрития са необходими!
2. Не се колебайте да увеличите скоростта на въртене: Алуминият не се страхува от високи скорости - по-високите скорости могат да намалят изградените ръбове.
3. Осигурете адекватно охлаждане: Необходими са минимално количество смазване (MQL) или рязани течности, посветени на алуминиеви сплави; понякога въздушното охлаждане не е достатъчно!
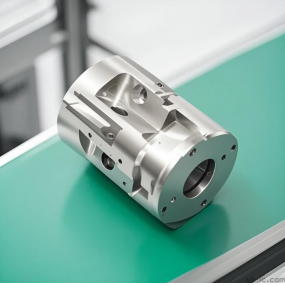
Между другото, частите с тънки стени са още по-проблематични - те са склонни да се деформират, когато силата на рязане е твърде голяма. Моят подход е да се използват малки дълбочини на рязане с множество проходи, да се контролира аксиалната дълбочина на рязане (AP) между 0,5 и 2mm и да се използват приспособления за спомагателна опора. Също така, обърнете внимание на пътя на инструмента при програмиране, за да се избегне концентрация на топлина в една област!
И накрая, нека споделим опит: забелязах, че много фабрики, за да спестят разходи, използват ниски скорости на въртене и големи подавания за принудително обработване на алуминиеви сплави... В резултат на това износването на инструменти е бързо, качеството на повърхността е лошо, а времето за преработка е дори по-дълго от времето за обработка! Истинският начин да спестите пари е да съчетаете процеса с материала - например високоскоростните стоманени инструменти могат да се използват за 6061, но циментираният карбид е задължителен за 7075. Следователно, изборът на правилния метод е далеч по-важен от сляпо спестяване на пари!