

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Резюме на процедурите за механична обработка и ценова оценка
1,Механични процедури за обработка:
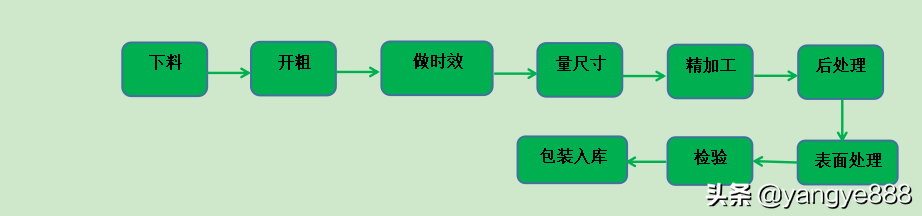
1) Рязане: Използвайте машина за рязане, за да изрежете съответния материал в приблизителния размер на частите, които трябва да бъдат обработени. (Обикновено оставете граница от 5-8 мм дължина и ширина)
2) Грубо рязане: Използвайте стругове, фрезови машини, рязане на тел и друго оборудване, за да обработите приблизителната форма на частите, изисквани от чертежа, като премахнете по-голямата част от допустимото празно пространство.
3) навременност: навременността е разделена на естествена навременност и изкуствена навременност. Естественото стареене се отнася до позволяването на детайла да стои в продължение на 24 часа или повече, докато изкуственото стареене се отнася до топлинна обработка на детайла във високотемпературна кутия или кутия пещ. Целта на ефективността на времето е да се елиминира напрежението и да се намали деформацията на детайла по време на процеса на прецизно фрезоване.
4) Измервателни размери: След приключване на процеса на стареене детайлът ще претърпи известна степен на деформация и трябва да бъде измерен отново, за да се определи останалото количество.
5) Прецизна обработка: стриктно следвайте размерите, изисквани от чертежа, за да извършите прецизна обработка, за да отговаряте на размерите на детайла, изисквани от чертежа. За детайли с високи изисквания за прецизност, процесите на полупрецизна обработка ще бъдат подредени според необходимостта преди прецизната обработка.
6) Пост обработка: Този процес ще бъде въведен в предишния процес според различните видове части.
1. монтажник: включително длетосване, рязане, филиране, изправяне, пробиване, резба, обезвреждане, скоби и завинтване на детайли.
2. шлифовъчна машина: Когато се изисква висока точност за външния кръг, вътрешния отвор, крайната повърхност и т.н. на детайла, е необходимо да се остави марж след процеса на прецизна обработка и да се използва шлифовъчна машина за шлифовяване.
3. машина за пробиване: За дупки с високи изисквания за размер, форма и точност на позицията, използвайте пробиваща машина за обработка.
4.Откриване на повреди: Откриването на повърхностни недостатъци се изисква за стандартните винтови части и заварените части, за да се гарантира якостта на детайла.
7) Повърхностна обработка: След като обработката на детайла е завършена, повърхностни обработки като обикновено окисляване, импулсно анодизиране, твърдо окисляване, пасивиране, пясъкоструене, боядисване и др. трябва да се приложат върху повърхността на детайла, за да се постигне ефектът на естетическа и окисляване предотвратяване.
8) Проверка: Необходимо е да се инспектира повърхностно обработения детайл, включително различни размери, цветове и друга ключова информация, за да се гарантира съответствие с изискванията за чертеж.
9) Опаковане и съхранение: Опаковане на квалифицираните детайли и съхранение им заедно със сертификати за съответствие, доклади от инспекции и други документи.
2,Състав на офертата за обработени детайли
1) Материали: Изчислете материалните разходи въз основа на плътността и цената на материалите, необходими за различните детайли. (ρ=m/v)
2) Работно време: основно включително ръчни работни часове и часове за обработка на оборудването, цената се изчислява въз основа на почасовите заплати на персонала и почасовите такси за оборудване, умножени по времето на работа на програмата. (Програмиране)
3) Такса за повърхностна обработка: Изчислете цената въз основа на различните процеси на повърхностна обработка, изисквани от чертежа на детайла.
4) Печалба: Въз основа на дейността и мащаба на компанията, изчислете котировката на печалбата пропорционално на горепосочената ценова база.
5) Данък: Изчислете данъците въз основа на формата на фактуриране и данъчните точки, изисквани от страната.
6) Транспорт: Съответните такси ще бъдат начислени въз основа на различни методи на транспорт. (Примерите включват въздушен товар, логистика, експресна доставка и др.)
3,Работно време в процеса
Времето, необходимо за завършване на процеса, процесни часове = часове за подготовка + основно време
Времето за подготовка се отнася до времето, което работниците консумират, за да се запознаят с процесните документи, да събират заготовки, да инсталират приспособления, да регулират машинните инструменти, да подравняват нулевите позиции и да разглобяват приспособленията.
Основното време е времето, необходимо за обработка на процесна програма.
4,Метод за оценка на разходите за цитиране (този метод се прилага за масово произведени продукти за справка)
Разходи за обработка= (цена на материала + такса за обработка) * 1.2 ~ 1.5 (включително такса за управление, проба и малки партиди фактори * 3 ~ 5)
Разходи на материала=тегло (плътност * обем) * единична цена (юан/кг)
Такса за обработка = процесни часове * единична цена (юан / час)
5,Общи цени на алуминий и стомана:
7075T6: Пръчка и плоча
Малка фабрика: около 38 юана/кг
Военен стандарт на Enterprise: 96-100 юана/kg
1. Донгчинг алуминиева индустрия:
Национален стандарт: 45-48 юана/kg
Национален военен стандарт: 78-80 юана/kg
2. Югозападна алуминиева промишленост:
Национален стандарт: 52-60 юана/kg
Национален военен стандарт: 100+юана/kg
2A12T4: прът, плоча
1. Донгчинг алуминиева индустрия:
Национален стандарт: 40-45 юана/kg
Национален военен стандарт: 70-75 юана/kg
2. Югозападна алуминиева промишленост:
Национален стандарт: 52-60 юана/kg
Национален военен стандарт: 100+юана/kg
7075 тръби: около 75-80 юана/kg; (Изисква се персонализиране, минимална поръчка от 300 кг)
2Тръбите са 10-20 юана / кг по-скъпи от барове и плочи
6061 пръчки и плочи: около 30 юана/кг
6063 пръчки и плочи: около 24-28 юана/кг
7075 T7351/T7451: Около 80 юана/кг
7050: Около 85 юана/kg
Стоманен материал:
45 #, сегашната средна цена е около 7.5 юана/кг.
304 пръти и дъски: около 30 юана / кг. Около 20 юана/кг през предходните години
05Национален стандарт: около 55 юана/кг; Национален военен стандарт: около 120 юана/кг
30Национален стандарт: около 35 юана / кг; Национален военен стандарт: около 80 юана/кг
1cr18ni9:26 юана/кг или така
Пом (черен, незащитен на горене): около 15/kg
Месинг: около 60/kg
6,Цитиране за често използвано оборудване за обработка:
1) Обикновен струг: 35-45 юана / час
2) Струг с ЦПУ: около 80 юана / час
3) 3-осов обработващ център: около 60-120 юана / час;
4) 4-осов обработващ център: около 150 юана / час; Партидна цена 120 юана/час
5) 5-осов обработващ център: 300-500 юана / час
6) шлифовъчна машина: 60 юана / час
7) Фризьорска машина: 60 юана / час
8) Спарк машина: 80 ~ 150 юана / час
9) Бавно ходеща коприна: 60-150 юана / час
10) Монтажор: 80/час
7,Общи цени за повърхностна обработка:
1) Бен, бяло окисляване: около 3 юана / дециметър ²
2) Черно окисляване: около 4 юана / дециметър ²
3) Анодизиране на твърда сярна киселина: около 5 юана / дециметър ²
4) Пасивация: около 5 юана/дециметър ²
5) импулсно анодизиране: около 7,5 юана / дециметър ²; По парче: малки артикули 5-10 юана/парче
6) Пясъчистване: около 1 юан/дециметър ²
7) Спрей боядисване: обикновена спрей боядисване (без полиране или изстъргване шпакловка): около 1 юан / дециметър ²
Нормален процес на боядисване: 3-3,5 юана / дециметър ²
8) Никелиране (химически): 1,2 юана / дециметър ²
9) Поцинковано (бяло): 2-3 юана / кг (тегло на детайла)

8,модел на такса за 3печат
Обикновено се таксува въз основа на теглото на използваните материали (юан/г) (може да се прилагат допълнителни такси, ако се изисква друго третиране)
Референтните цени за често използвани материали са, както следва:
9,Заваряване:
1) Заваряване на заваръчния прът: използва се главно за заваряване между желязо и желязо, оксидната скала на повърхността на заваръчния прът може да се използва за изолиране на въздуха и защита на заваръчния мънисто.
2) Заваряване с двойна защита: използване на въглероден диоксид като защитен газ за защита на заваръчното мънисто, с дебел заваръчен слой.
3) Аргоново заваряване: Най-широко използваният метод на заваряване, който използва аргонов газ като защитен газ за защита на заваръчното мънисто Температурата на заваряване е висока, а заваръчният слой е тънък и твърд. Може да се използва за заваряване на стомана, алуминий и титанови сплави.
4) Лазерно заваряване: Лазерна високотемпературна разтваряща се заваръчна тел, с слаба твърдост, използвана главно за заваряване на декоративни части.
5) Вакуумно заваряване: Заваряването се извършва във вакуумна среда, като се използва заваряване с аргонова дъга, за да се гарантира, че заваръчното мънисто и детайлът са изолирани от въздуха и заваряването е надеждно. Основният метод за заваряване на титанови сплави.










