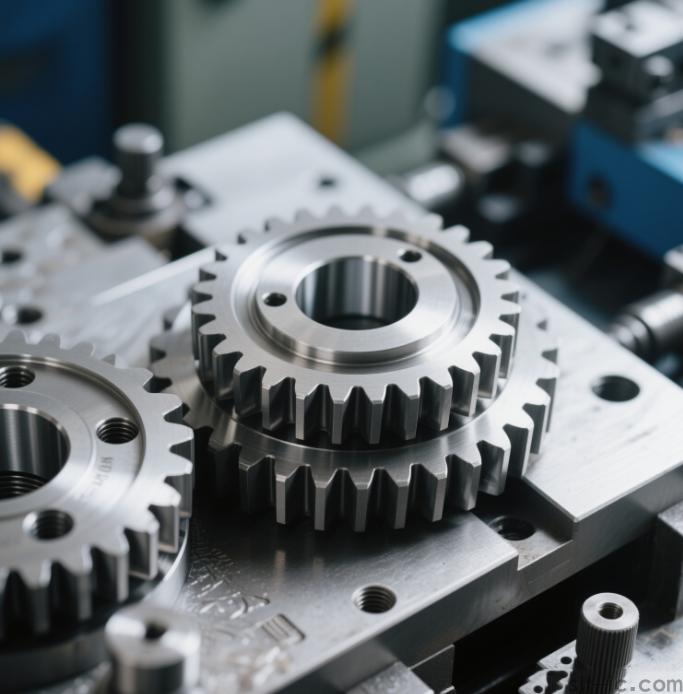
CNC Gear obrábění procesní kroky
Stručně řečeno, následuje čtyři kroky: Hrubé obrábění Dokončit obrábění Tepelné ošetření Leštění!
1. Nejprve použijte soustruh pro frézování hrubého obrysu polotovaru ozubeného kola (hrubé obrábění), takže malé množství příspěvku na obrábění.
2. Poté použijte dokončovací frézu pro zpřesnění profilu zubu, abyste zajistili přesnost spojení.
3. Proveďte tepelné zpracování, jako je kalení, abyste zvýšili tvrdost.
4. Nakonec proveďte leštění, abyste snížili drsnost povrchu.
Tip: U tenkostěnných ozubených kol nejprve zpracuje vnitřní otvor před zušlechtěním vnějších zubů; jinak je náchylný k vibracím nástrojů a štěpení zubů!
Kolik stojí CNC obráběné zařízení?
Náklady závisí na materiálu, přesnosti a objemu výroby!
- Jedno běžné ocelové zařízení obvykle stojí 200-500 RMB a jednotková cena může být snížena na méně než 100 RMB pro hromadnou výrobu.
- Vysoce přesné šroubovicové převodovky mohou stát více než 1000 RMB, protože vyžadují 5-osé CNC stroje.
Zde je příklad: Pro ocelové zařízení s modulem 2 a tolerancí 0,05mm je jednotková cena asi 120 RMB pro dávku 100 kusů. Pokud se přidá povrchová úprava nitridu, vzniknou další náklady 20%.
Pro malosériovou výrobu je 3D tisk nákladově efektivnější; CNC obrábění je vhodnější pro velkosériovou výrobu!
CNC obráběcí parametry pro malá zařízení
- Otáčky vřetena: 3000-5000 ot / min
- Rychlost posuvu: 0,1 mm / zub
U malých ozubených kol (např. modul < 1) použijte frézy s malým průměrem, aby se zabránilo vytlačování zubů. Doporučené parametry jsou následující:
- Hrubé obrábění: rychlost = 3000 ot / min, rychlost posuvu = 0,15 mm / zub, hloubka řezu = 0,5 mm
- dokončovací obrábění: rychlost = 5000 ot / min, rychlost posuvu = 0,05 mm / zub, hloubka řezu = 0,1 mm
Klíčový bod: Zajistěte dostatečnou dodávku řezné tekutiny; jinak se nástroj rychle opotřebuje a bude ovlivněna povrchová úprava zubu!
CNC obrábění ozubených kol Přesné řízení
Jádro spočívá v kompenzaci nástrojů a kalibraci stroje! Problémy s přesností obvykle vznikají z následujících důvodů:
1. Opotřebení nástroje: Zkontrolujte řeznou hranu každých 20 zpracovaných obrobků.
2. Volné upnutí: Hydraulické svorky poskytují větší stabilitu než mechanické svorky.
3. Tepelná deformace: Zastavte stroj na 10 minut, abyste během obrábění vychladli uprostřed.
Osobní výsledek testu: Pravidelně měřte přesnost polohování stroje pomocí laserového kalibrátoru, který může přímo snížit toleranci na 0,01 mm!
Opatření pro CNC obrábění kalených ozubených kol
Po kalení musí zařízení podstoupit žíhání před dokončením obrábění! Přímé frézování nejenže snadno způsobí prasknutí zubů, ale také povede k těžkému štěpení nástrojů (až do okamžiku, kdy je nerozpoznatelné).
Správná sekvence je: Hrubé obrábění Kalení Žíhání Dokončovací obrábění Sekundární leštění.
Použijte řezací kapalinu na bázi oleje; kapalina na bázi vody má tendenci, aby se uhasená vrstva křehká. Navíc pro tenké převodovky nejprve proveďte úlevu od stresu (např. ošetření stárnutí); jinak bude deformace tak závažná, že je to frustrující!
Osobní pohled
CNC obrábění ozubených kol je skutečně efektivní, ale začátečníci často dělají chyby - například náhodné nastavení parametrů, což vede k tomu, že povrch zubů je drsný jako brusný papír!
Ve skutečnosti věnovat větší pozornost klíčovým slovům s dlouhým ocasem, které identifikují potřeby uživatelů (například "nápravy pro poškození CNC obráběcích nástrojů"), může přinést přesný provoz a usnadnit dobré hodnocení. Příště před programováním hledejte, jak uživatelé kladou otázky; určitě to rozšíří vaše myšlení! ✨
Pokud potřebujete, mohu vám pomoci zorganizovat anglicko-čínskou srovnávací tabulku základních pojmů CNC obrábění ozubených kol, která vám usnadní odkazování v přeshraniční komunikaci nebo čtení dokumentů.
 Czech
Czech » »
» »
 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque