English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

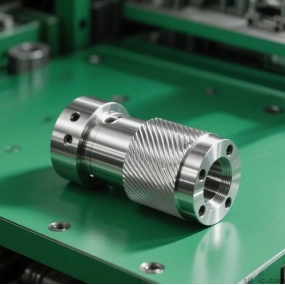
Ahoj všichni! Editor si všiml, že mnoho přátel považuje deformaci za nejvíce frustrující problém při obrábění dutých trubek s CNC - zejména tenkostěnných trubek. Malá chyba může vést k deformaci nebo rozměrovým odchylkám, posílání šrotu nahoru... Jak přesně to můžeme vyřešit? Dnes si promluvíme o tom, jak ovládat deformaci a zaručit přesnost obrábění pomocí optimalizace procesu a praktických technik!

I. Hlavní příčiny deformace při obrábění dutých trubek
Deformace při obrábění dutých trubek souvisí především s materiálovým namáháním, upínacími metodami a řeznými parametry. Například i když jsou duté trubky z hliníkové slitiny lehké a mají dobrou tepelnou vodivost, jejich tuhost je poměrně nízká, což je činí náchylnými k vibracím při řezných silách během obrábění. Tenkostěnné trubky jsou ještě citlivější: pokud je nástroj nesprávně vybrán nebo je chlazení nedostatečné, tepelná deformace a mechanická deformace se překrývají, což vede k nerovnoměrné tloušťce stěny nebo dokonce nadměrné ovalitě.
Klíčové body:
- Uvolňování zbytkového vnitřního napětí v materiálech (zejména u válcovaných nebo extrudovaných trubek)
- Lokální plastická deformace způsobená nerovnoměrným rozložením upínací síly
- Chyby tepelné roztažnosti způsobené akumulací řezného tepla
II. 5 Praktické techniky pro kontrolu deformace
1. Optimalizujte řešení upínání
Vyhněte se přímému upnutí tenkostěnných trubek s tradičními tříčelistními sklíčidly. Místo toho použijte flexibilní přípravky nebo vakuové přísavky pro rovnoměrné rozložení tlaku. Pro dlouhé trubky přidejte vícebodové pomocné podpěry pro snížení vibrací v převislé části. Editor doporučuje žíhání trubek před upnutím, aby se uvolnilo vnitřní napětí!
2. Výběr nástroje a parametrů
Upřednostněte nástroje s ostrými řeznými hranami a velkými úhly hrábě, abyste snížili odolnost proti řezu. Pro parametry přijměte strategii vysoké rychlosti vřetena, malé hloubky řezu a rychlé rychlosti posuvu, abyste minimalizovali vstup tepla. Například pro duté trubky z hliníkové slitiny se doporučuje použít rychlost vřetena 6000 ot / min, posuv na zub 0.05-01 mm a hloubku řezu nepřesahující 40% tloušťky stěny.
3. Chlazení a mazání
Je nezbytné používat vnitřní chladicí nástroje nebo mlžné chladicí systémy! Postřik chladicí kapaliny přímo na řeznou plochu může účinně regulovat teplotu. Při obrábění dutých trubek z nerezové oceli se doporučuje používat speciální chladicí kapaliny na bázi oleje obsahující extrémní tlakové přísady, aby se zabránilo tvrdnutí materiálu při práci.
4. Vrstvená strategie obrábění
U hlubokých děr nebo složitých struktur přijmout vícevrstvé řezání: nejprve provést hrubé obrábění s vyhrazenými povolenkami, poté dokončit obrábění do požadovaných rozměrů. Například nejprve odstranit většinu materiálu s relativně velkou hloubkou řezu a nakonec použít cestu dokončovacího nástroje pro opravu deformace a zajištění rozměrové stability ~
5. Oprava a kontrola po zpracování
Po obrábění lze k řešení drobných deformací použít vibrační úlevu od namáhání nebo korekci za studena. Pro přesnou kontrolu se kromě konvenčních třmenů doporučuje použít tester zaoblení a souřadnicový měřicí stroj (CMM) pro kontrolu stejnoměrnosti a koncentrace tloušťky stěny.
Tabulka porovnání parametrů: Doporučené obráběcí parametry pro duté trubky z různých materiálů
| Typ materiálu | Rychlost vřetena (ot / min) | Rychlost posuvu (mm / min) | Doporučená hloubka řezu (mm) | Metoda chlazení |
|------------------------|---------------------|---------------------|---------------------------------|----------------------|
| Trubka z tenkostěnné hliníkové slitiny | 6000-8000 | 800-1200 | 0.2-0.5 | Chlazení mlhy nebo chlazení olejem |
| Dutá trubka z nerezové oceli | 2500-4000 | 400-600 | 0.1-0.3 | Vysokotlaké vnitřní chlazení |
| Precision Titanium Alloy Tube | 1500-2500 | 200-400 | 0.05-0.15 | Úplné ponoření chlazení |
III. Často kladené otázky (Q & A)
❓ Otázka: Co mám dělat, pokud se při obrábění hlubokých dutých trubek vždy vyskytují chyby kužele?
A: To může být způsobeno opotřebením nástroje nebo problémy s koncentrací vřetena! Doporučuje se nejprve kalibrovat výpadek vřetena indikátorem vytáčení, poté vyzkoušet stupňovité vrtání - předstroj s krátkým vrtákem, postupně přepínat na delší vrtací bity pro zvětšení otvoru a nakonec dokončit výstružníkem pro přesné ✨.
❓ Otázka: Jak se vyhnout tlachání nástroje při obrábění dutých trubek s malým průměrem?
A: Řezání nástrojů je často způsobeno nedostatečnou tuhostí systému. Můžete zkusit systém pro udržení vibrací tlumících nástrojů (například hydraulický držák nástroje) a snížit poměr délky převisu k průměru. Pokud je průměr trubky < 10 mm, editor doporučuje použít metodu obráceného řezání (obrábění zevnitř ven) ke snížení deformace síly nástroje!
IV. Osobní postřehy a návrhy
Editor se domnívá, že obrábění dutých trubek je systematický projekt - každý krok od přípravy materiálu až po následné zpracování vyžaduje pečlivé plánování. Kromě technických parametrů by měla být také zvážena environmentální stabilita: například velké teplotní výkyvy v dílně mohou také ovlivnit přesnost! Pro hromadnou výrobu je nezbytné provést úplnou kontrolu prvního kusu a v případě potřeby navrhnout specializované nástrojové příslušenství.
Konečně, připomenutí pro každého: nebojujte sami, když se setkáte s problémy. Odkazování na dodavatele materiálu "obráběcí příručky nebo konzultační výrobci nástrojů často přináší dvakrát výsledek s polovinou úsilí! Doufám, že tyto zkušenosti vám pomohou ~ Pokud máte konkrétní otázky, neváhejte zanechat komentář a diskutovat!