English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

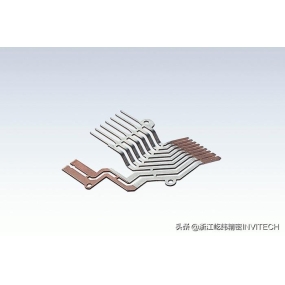
Paprsek světla v laserovém řezání Changan je zaměřen na velmi malé světelné místo, takže ohnisko dosahuje vysoké hustoty výkonu. V této době tepelný vstup světelného paprsku daleko přesahuje část odraženou, vedenou nebo rozptýlenou materiálem a materiál se rychle zahřívá na stupeň odpařování, odpařuje se a vytváří otvory. Vzhledem k tomu, že paprsek světla se pohybuje relativně lineárně s materiálem, otvor nepřetržitě vytváří štěrbinu s velmi úzkou šířkou. Ořezávání je málo ovlivněno teplem a v podstatě nedochází k deformaci obrobku.
Při číslicovém řízení obrábění bude činnost laserového paprsku tvořit jámu v materiálu a zároveň generovaný proud vzduchu vytvoří otvor v materiálu, což je to, co nazýváme bodem vpichu. Při pronikání ocelovou deskou se výrazně změní rychlost řezání laserového paprsku a nakonec je řezání dokončeno.
Nejběžnějším typem zpracování lisovacích dílů je vzduch, který může být přímo použit jako řezný plyn a může být také použit při chlazení, odstraňování vnitřního prachu atd. Obyčejný kyslík je dalším typem plynu, který se často používá v procesu řezání, zejména pro řezání uhlíkové oceli; pokud je řezání z nerezové oceli, používá se 100% čistý dusík a tento plyn může být také použit jako surovina pro lasery.