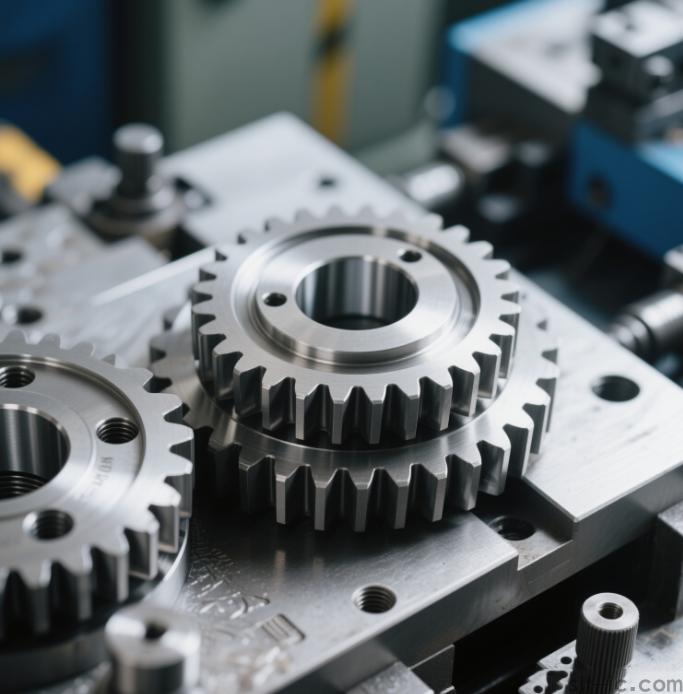
Trin til CNC Gear bearbejdningsproces
Kort sagt følger det brand trin: Rough Bearbejdning Finish Bearbejdning Varmebehandling Polering!
1. Brug først en drejebænk til at fræse den ru kontur af gearet tomt (ru bearbejdning), efterlader en lille mængde bearbejdningsgodtgørelse.
2. Brug derefter en finish fræseskærer til at forfine tandprofilen for at sikre maske nøjagtighed.
3. Udfør varmebehandling såsom slukning for at øge hårdhed.
4. Endelig udfør polering for at reducere overfladens ruhed.
Et tip: For tyndvæggede gear skal du først bearbejde det indre hul, inden du raffinerer de ydre tænder; ellers er det tilbøjeligt til værktøjsvibrationer og tandflis!
Hvor meget koster et CNC-bearbejdet gear?
Omkostningerne afhænger af materiale, præcision og produktionsvolumen!
- Et enkelt almindeligt stål gear koster normalt 200-500 RMB, og enhedsprisen kan reduceres til mindre end 100 RMB for masseproduktion.
- Højpræcisions spiralformede gear kan koste over 1.000 RMB hver, fordi de kræver 5-aksede CNC-maskiner.
Her er et eksempel: For et stål gear med et modul på 2 og en tolerance på 0,05mm, enhedsprisen er omkring 120 RMB for en batch på 100 stykker. Hvis overflade nitridering behandling tilføjes, vil der blive afholdt en yderligere 20% omkostning.
Til småbatchproduktion er 3D-udskrivning mere omkostningseffektiv; CNC-bearbejdning er bedre egnet til storbatchproduktion!
CNC bearbejdningsparametre til små gear
- Spindelhastighed: 3000-5000 omdrejninger/min
- Foderhastighed: 0,1 mm/tand
Til små gear (f.eks. modulus < 1) skal du bruge fræseskærere med lille diameter for at undgå tandeekstrudering. Anbefalede parametre er som følger:
- Grov bearbejdning: Hastighed = 3000 omdrejninger/min, Foderhastighed = 0,15 mm/tand, Skæredybde = 0,5 mm
- Finish bearbejdning: Hastighed = 5000 omdrejningstal, Foderhastighed = 0,05 mm/tand, Skæredybde = 0,1 mm
Nøglepunkt: Sikre en tilstrækkelig forsyning af skærevæske; ellers slides værktøjet hurtigt, og tandoverfladen vil blive påvirket!
CNC gear bearbejdning præcisionskontrol
Kernen ligger i værktøjskompensation og maskinkalibrering! Præcisionsproblemer opstår normalt af følgende grunde:
1. Værktøjsslid: Kontroller forkant hver 20 arbejdsemner behandlet.
2. Løs fastspænding: Hydrauliske klemmer giver mere stabilitet end mekaniske klemmer.
3. Termisk deformation: Sæt maskinen på pause i 10 minutter for at køle ned midtvejs under bearbejdning.
Personligt testresultat: Mål regelmæssigt maskinens positioneringsnøjagtighed med en laserkalibrator, som direkte kan reducere tolerancen til inden for 0,01 mm!
Forholdsregler for CNC-bearbejdning af slukkede gear
Efter slukning skal gearet gennemgå udglødning inden færdig bearbejdning! Direkte fræsning vil ikke kun let forårsage tandrevner, men også føre til alvorlig værktøjsflise (til det punkt, at det er uigenkendeligt).
Den korrekte sekvens er: Grov bearbejdning slukning glødning finish bearbejdning sekundær polering.
Brug oliebaseret skærevæske; vandbaseret væske har tendens til at gøre det slukkede lag skørt. Derudover, for tynde gear, udføre stresslindring først (fx aldringsbehandling); ellers vil deformationen være så alvorlig, at det er frustrerende!
Personlig indsigt
CNC-bearbejdning til gear er virkelig effektiv, men begyndere begår ofte fejl - for eksempel tilfældigt at indstille parametre, der resulterer i en tandoverflade så ru som sandpapir!
Faktisk at være mere opmærksom på langhale søgeord for at identificere brugernes behov (såsom "midler til CNC gear bearbejdningsværktøj brud") kan bringe nøjagtig trafik og gøre det lettere at rangere godt. Næste gang inden programmering, søg efter, hvordan brugerne stiller spørgsmål; det vil helt sikkert udvide din tænkning! ✨
Hvis du har brug for det, kan jeg hjælpe dig med at organisere en engelsk-kinesisk sammenligningstabel med kernebetingelser for CNC-gearbearbejdning for at gøre det lettere for dig at henvise til i grænseoverskridende kommunikation eller dokumentlæsning.
 Danish
Danish » »
» »
 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque