English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Hallo, liebe Ingenieurkollegen und Beschaffungsprofis! Sind Sie es leid, CNC-Führungssäulen zu beschaffen, die einfach nicht den Anforderungen entsprechen? Sie wissen schon, die Präzision versprechen, aber Kopfschmerzen mit vorzeitigem Verschleiß oder schlechter Passform verursachen? Sie sind nicht allein. Die richtigen Bearbeitungstechniken sind der absolute Schlüssel zu Leistung und Langlebigkeit. was genau gehört also zu einer hochwertigen CNC-Führungssäule? Lassen Sie uns gleich loslegen und den Prozess vom Rohstoff bis zum fertigen Produkt auspacken. Ich bin damit schon ein paar Mal um den Block gegangen und ich hoffe, dass meine Erfahrung etwas Licht für Sie bringen kann.

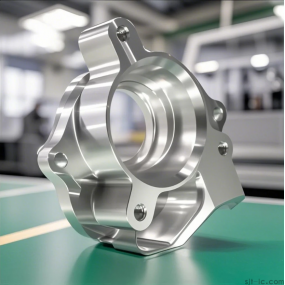
Was ist CNC-Führungssäulenbearbeitung Wie auch immer? Im Kern geht es darum, mit computergesteuerten Maschinen einen superpräzisen zylindrischen Stift aus einer Metallstange zu schnitzen. Das ist nicht die Drehbankarbeit Ihres Großvaters. Es geht darum, ein kritisches Bauteil zu entwickeln, das bewegliche Teile in Formen und Maschinen ohne Wackeln führt. Das Hauptziel? Eine spiegelglatte Oberfläche, punktgenaue Abmessungen und eine Härte zu erreichen, die Schläge aushält. Wenn eines davon nicht stimmt, kann die gesamte Baugruppe darunter leiden. Das ist die Grundlage für einen reibungslosen Betrieb.
Die Kernschritte im HerstellungsprozessWährend die genaue Reihenfolge von Geschäft zu Geschäft variieren kann, folgt die Reise normalerweise diesen Schlüsselphasen. Ich führe Sie durch was ich normalerweise suche:
1. Materialauswahl: Alles beginnt mit dem richtigen Stahl. Die meisten hochwertigen Führungssäulen werden aus Lagerstahl oder aufkohlendem Stahl hergestellt. Die Wahl des falschen Materials ist hier ein Rezept für eine Katastrophe auf der ganzen Linie.
2. Grobbearbeitung (CNC-Drehen): Hier wird der Großteil des Materials entfernt. Eine CNC-Drehmaschine formt die Grobstange, um sie nahe an die endgültigen Abmessungen zu bringen, lässt aber ein wenig zusätzlichen Raum -was wir Bearbeitungszugabe nennen - für den letzten Schliff.
3. Wärmebehandlung: Dies ist der magische Schritt, der der Säule ihre Festigkeit und Verschleißfestigkeit verleiht. Das Teil wird unter strenger Kontrolle erhitzt und abgekühlt, um seine Oberfläche zu härten. Es ist jedoch erwähnenswert, dass das spezifische Zeit-Temperatur-Profil zur Maximierung der Zähigkeit ohne Sprödigkeit einen komplexen Kompromiss darstellen kann.
4. Präzisionsschleifen: Nach der Wärmebehandlung ist das Teil härter, hat sich aber möglicherweise leicht verzogen. Hier kommt das Präzisionsschleifen ins Spiel. Mit speziellen Schleifscheiben wird die Säule auf ihren exakten Enddurchmesser und eine superfeine Oberflächengüte gebracht. Dieser Schritt ist nicht verhandelbar, um die gewünschte Passform zu erreichen.
5. Oberflächenverbesserung (Hartverchromung & Polieren): Schließlich wird oft eine Schicht Hartchrom aufgetragen. Dies fügt einen zusätzlichen Schutz gegen Korrosion und Verschleiß hinzu. Dann wird es zu einem spiegelnden Glanz poliert, der die Reibung minimiert. Diese endgültige Oberfläche ist was lässt ein Teil wirklich professionell aussehen und sich professionell anfühlen.

Warum Toleranzen und Oberflächenbeschaffenheit nicht nur Zahlen sindWir alle sehen diese Spezifikationen auf Zeichnungen, aber was bedeuten sie wirklich in der Werkstatt? Eine enge Toleranz sorgt dafür, dass die Führungssäule mit einem perfekten, vorhersehbaren Spalt in ihre Buchse gleitet - nicht zu eng zum Binden, nicht zu locker zum Klammern. Diese perfekte Passform ist was eliminiert Spiel und Vibrationen. In ähnlicher Weise bewirkt eine überlegene Oberflächenbeschaffenheit mehr als nur ein gutes Aussehen. Es schafft tatsächlich eine Oberfläche, die Schmiermittel besser zurückhalten kann, wodurch Reibung und Wärmestau reduziert werden. Meiner Meinung nach trennt man hier die durchschnittlichen Lieferanten von den außergewöhnlichen. Wenn man hier etwas mehr ausgibt, kann man ein Vermögen an Ausfallzeiten sparen.
Häufige Hürden und Was zu beachten Auch bei einem großartigen Prozess kann etwas schief gehen. Seien wir ehrlich zu ein paar häufigen Fallstricken:
• Innenspannungen, die Verformungen verursachen: Manchmal können Spannungen, die im Rohmaterial eingeschlossen sind, während der Bearbeitung gelöst werden, was zu einer nachträglichen Verformung führt. Dies könnte auf ein Problem mit der anfänglichen Materialqualität oder den Parametern der Grobbearbeitung hinweisen.
• Schleifen von Verbrennungen: Wenn der Schleifschritt zu aggressiv ist, kann er übermäßige Hitze erzeugen und die Stahloberfläche buchstäblich verbrennen, wodurch eine geschwächte Schicht entsteht, die später abplatzen kann. Ein guter Lieferant hat strenge Kontrollen, um dies zu verhindern.
• Das Plattierungspuzzle: Das Erreichen einer gleichmäßigen, haftenden Chromplatte ist eine Kunst für sich. Schlechte Haftung kann zu Abblättern führen. Um vollständig transparent zu sein, sind die genauen elektrochemischen Mechanismen, die jedes Mal eine perfekte Haftung garantieren, für mich immer noch ein bisschen wie eine Blackbox und laufen oft auf die eigene Erfahrung eines Anbieters hinaus.
Die wichtigste Erkenntnis ist jedoch, dass ein zuverlässiger Hersteller in jeder Phase Qualitätskontrollen durchführt, um diese Probleme zu erkennen, bevor das Teil überhaupt ausgeliefert wird.

Meiner Erfahrung nach liegen die tatsächlichen Kosten nicht im Preis pro Stück, sondern in den Gesamtbetriebskosten. Eine gut gefertigte Führungssäule, die mit den richtigen CNC-Führungssäulen-Bearbeitungstechniken hergestellt wird, mag im Vorfeld ein paar Dollar mehr kosten, aber sie wird billigere Alternativen bei weitem überdauern und Ihre Maschinen und Ihren Produktionsplan schützen. Es ist eine Investition in Seelenfrieden.