English
English Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

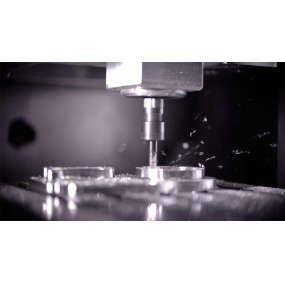
レーザー切断加工でどのような材料を切断できますか?
ステンレス鋼、ステンレス鋼はさまざまな業界でよく使用されています。ファイバーレーザー切断機がステンレス鋼を切断するとき、エッジの酸化に影響を与えずに、窒素ガスを使用して酸化やバリのないエッジを取得します。プレートの表面に油膜をコーティングすると、加工品質を低下させることなく、より良い穴あけ効果が得られます。
アルミ材、アルミ材は光ファイバレーザー切断機について高い反射率と熱伝導性を持っているが、合金の種類とレーザーの能力によって異なる。酸素で切断すると、切断外観はざらざらして硬い。窒素ガスを使用すると、切断外観は滑らかである。純アルミニウムは高純度で切断が非常に難しいため、光ファイバレーザー切断機システムに「反射吸収」設備がある場合にのみアルミニウム材を切断する。そうでなければ、反射は光学部品を破壊する。
チタン、チタンシートは、処理ガスとしてアルゴンと窒素で切断されます。他のパラメータは、ニッケル-クロム鋼を参照できます。
ステンレス鋼をレーザー加工してAl-Znプレートを切断すると、ワークピースにバリが発生します。まず、ステンレス鋼を切断したときのバリを確認し、ノズルを交換するかどうか、ガイドレールの動きが不安定かどうかを確認する必要があります。ただし、切断速度の理由を排除するものではありません。切断速度により、プレートが切断できない場合があります。これは、Al-Znプレートを加工する場合に特に顕著です。
小さな穴を切断して加工すると変形します。これは、工作機械が小さな穴を加工するときにブラストミシン目を使用するのではなく、パルスミシン目を使用するためです。
これにより、レーザーエネルギーが非常に小さな領域に集中しすぎて、非加工領域も焦げ、穴の変形を引き起こし、加工品質に影響を与えます。
このとき、パルス穿孔法は、処理手順でブラスト穿孔法に変更して解決する必要があります。低出力のレーザー切断機は正反対です。小さな穴を処理するときは、より良い外観仕上げを得るためにパルス穿孔法を使用する必要があります。