English
English Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

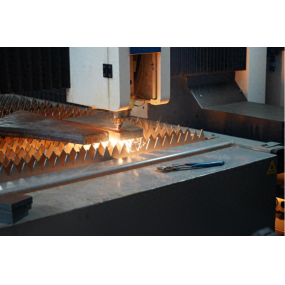
Problemas comunes y métodos de tratamiento de la flexión del procesamiento de la carcasa de chapa:
En el proceso de curvado del procesamiento de la carcasa de chapa en Hunan, a menudo se encuentran muchos problemas. Al comprender estos problemas comunes y sus métodos de tratamiento, podemos proporcionar soluciones a los problemas encontrados en el doblado posterior, para lograr el propósito de una producción rápida y eficiente.
Primero, a, el punto problemático: la pieza de trabajo se deforma en la curva después de doblar.
B. Motivo de ocurrencia: la deformación es causada principalmente por la velocidad de flexión rápida, y la mano no mantiene con la velocidad de flexión de la pieza de trabajo
C. Solución: Reduzca la velocidad de flexión y sostenga la pieza de trabajo y la pieza de trabajo simultáneamente.
En segundo lugar, a, el punto del problema: doblar una pieza de trabajo más larga, habrá un ángulo de un extremo es grande y el otro extremo es pequeño
B. Esta situación generalmente ocurre debido a las siguientes circunstancias:
(1) El grosor del material es inconsistente, un extremo es grueso y el otro es delgado
(2) Desgaste desigual del moho, con diferentes alturas en ambos extremos
(3) Los bloques intermedios están desbalanceados y no al mismo nivel
 C. Solución:
C. Solución:
(1) Retroalimentación al láser o NCT para que preste atención a la selección de materiales
(2) cambie el troquel de la herramienta
(3) Ajusta el bloque central
En tercer lugar, a, el punto problemático: al doblar, algunas piezas de trabajo se deformarán.
B. Motivo de ocurrencia: esta situación se debe principalmente al hecho de que C se encuentra en el medidor trasero. Al doblar B, la pieza de trabajo se dobla y se mueve hacia arriba, se golpea contra el medidor trasero y se aprieta con el medidor trasero. Después de doblar, D se aprieta y se deforma.
C. Solución: Adopte la función de retroceso posterior al ajuste.
Cuarto, a, el punto del problema: el tamaño de flexión es pequeño, no es fácil de ubicar y el molde superior es fácil de presionar en el medidor trasero.
B. Causas: Debido a que t = 0,8, presione el principio de selección del molde, v = 50,8 = 4 mm.4v la distancia entre el centro y el borde es de 3,5 mm y el tamaño interior de 2,9 mm es de 2.9-0 = 2,1 mm. El tamaño de flexión está dentro de la distancia desde la línea central hasta el borde de v y no se puede colocar durante el uso formal. Utilice el molde inferior para invertir la instalación, se presionará el molde superior y, después de vivir, la instalación frontal y posterior no funcionará. Piense en otros métodos.
C. Solución: 1. Puede instalar el troquel inferior en reversa. Agregue una junta (no más de 3t) antes del medidor trasero, para que el medidor trasero pueda retroceder y evitar el troquel superior. 2. Si el tamaño del otro extremo es ☺ 3, también puede usar el otro extremo para apoyarse en la posición e instalar en reversa el troquel inferior.