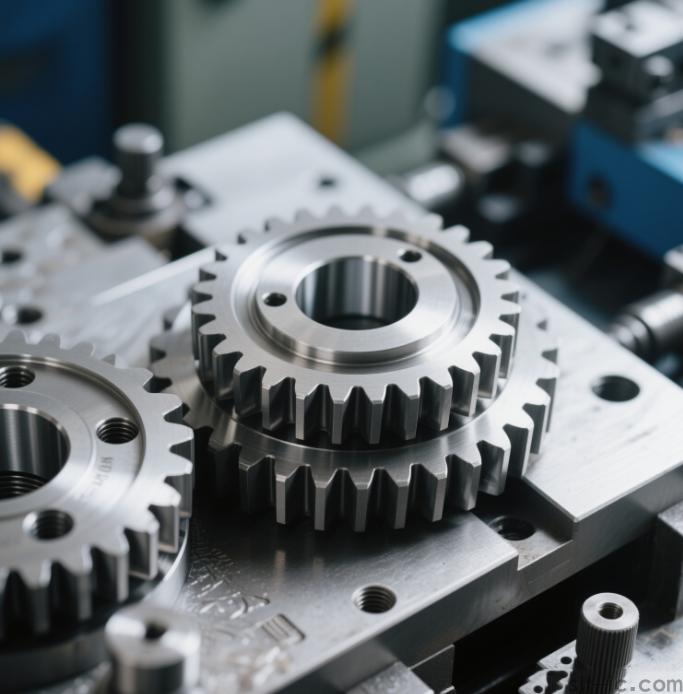
〖 مراحل فرآیند ماشینکاری دنده CNC 〗
به طور خلاصه ، چهار مرحله را دنبال می کند: پرداخت عملیات حرارتی ماشینکاری خشن!
1. ابتدا از یک ماشین تراش برای آسیاب کردن کانتور ناهموار چرخ دنده (ماشینکاری خشن) استفاده کنید و مقدار کمی از ماشینکاری باقی بماند.
2. سپس ، برای اطمینان از دقت مش بندی ، از یک فرز نهایی برای اصلاح پروفیل دندان استفاده کنید.
3. انجام عملیات حرارتی مانند کوئنچ برای افزایش سختی.
4. در نهایت برای کاهش زبری سطح ، پولیش را انجام دهید.
یک نکته: برای چرخ دنده های جدار نازک ، ابتدا سوراخ داخلی را قبل از اصلاح دندانه های بیرونی ماشین کنید. در غیر این صورت ، مستعد لرزش ابزار و بریدگی دندان است!
〖 هزینه یک دنده ماشینکاری شده با CNC چقدر است ؟ 〗
هزینه به مواد ، دقت و حجم تولید بستگی دارد!
- یک دنده فولادی معمولی معمولاً 200-500 RMB قیمت دارد و قیمت واحد را می توان برای تولید انبوه به کمتر از 100 RMB کاهش داد.
- چرخ دنده های مارپیچ با دقت بالا ممکن است هر کدام بیش از 1000 RMB قیمت داشته باشند زیرا به ماشین های CNC 5 محوره نیاز دارند.
در اینجا یک مثال آورده شده است: برای یک چرخ دنده فولادی با مدول 2 و تحمل 0.05 میلی متر ، قیمت واحد حدود 120 RMB برای یک دسته 100 قطعه است. اگر عملیات نیتریدینگ سطحی اضافه شود ، 20 درصد هزینه اضافی متحمل خواهد شد.
برای تولید دسته ای کوچک ، چاپ سه بعدی مقرون به صرفه تر است. ماشینکاری CNC برای تولید دسته ای بزرگ مناسب تر است!
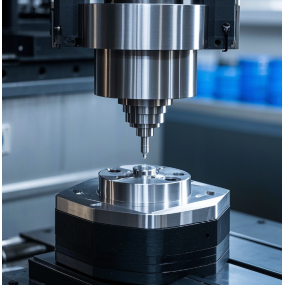
〖 پارامترهای ماشینکاری CNC برای چرخ دنده های سایز کوچک 〗
- سرعت اسپیندل: 3000-5000 دور در دقیقه
- سرعت تغذیه: 0.1 میلی متر / دندان
برای چرخ دنده های کوچک (به عنوان مثال ، مدول < 1) ، از فرز با قطر کوچک استفاده کنید تا از اکستروژن دندان جلوگیری کنید. پارامترهای توصیه شده به شرح زیر است:
- ماشینکاری خشن: سرعت = 3000 دور در دقیقه ، نرخ تغذیه = 0.15 میلی متر / دندان ، عمق برش = 0.5 میلی متر
- ماشینکاری نهایی: سرعت = 5000 دور در دقیقه ، نرخ تغذیه = 0.05 میلی متر / دندان ، عمق برش = 0.1 میلی متر
نکته کلیدی: اطمینان از تامین کافی مایع برش. در غیر این صورت ، ابزار به سرعت فرسوده می شود و سطح دندان تحت تاثیر قرار می گیرد!
〖 کنترل دقیق ماشینکاری دنده CNC 〗
هسته اصلی در جبران ابزار و کالیبراسیون ماشین نهفته است! مسائل دقیق معمولاً از دلایل زیر ناشی می شوند:
1. سایش ابزار: هر 20 قطعه کار پردازش شده ، لبه برش را بررسی کنید.
2. بستن شل: گیره های هیدرولیک پایداری بیشتری نسبت به گیره های مکانیکی ایجاد می کنند.
3. تغییر شکل حرارتی: دستگاه را به مدت 10 دقیقه مکث کنید تا در حین ماشینکاری در میانه راه خنک شود.
نتیجه آزمایش شخصی: به طور منظم دقت موقعیت یابی دستگاه را با یک کالیبراتور لیزری اندازه گیری کنید ، که می تواند به طور مستقیم تحمل را تا 0.01 میلی متر کاهش دهد!
〖 اقدامات احتیاطی برای ماشینکاری CNC چرخ دنده های خاموش شده 〗
پس از کوئنچ ، دنده باید قبل از اتمام ماشینکاری تحت بازپخت قرار گیرد! فرز مستقیم نه تنها به راحتی باعث ترک خوردن دندان می شود ، بلکه منجر به بریدگی شدید ابزار (تا حدی که قابل تشخیص نیست) می شود.
توالی صحیح این است: ماشینکاری خشن Quenching Annealing Finish Machining Secondary Polishing.
از مایع برش مبتنی بر روغن استفاده کنید. مایع مبتنی بر آب تمایل دارد لایه خاموش شده را شکننده کند. علاوه بر این ، برای چرخ دنده های نازک ، ابتدا کاهش استرس را انجام دهید (به عنوان مثال ، درمان پیری). در غیر این صورت ، تغییر شکل آنقدر شدید خواهد بود که ناامید کننده است!
بینش شخصی
ماشینکاری CNC برای چرخ دنده ها واقعاً کارآمد است ، اما مبتدیان اغلب اشتباه می کنند - به عنوان مثال ، به طور تصادفی پارامترها را تنظیم می کنند که منجر به ایجاد سطح دندانی به ناهمواری کاغذ سنباده می شود!
در واقع ، توجه بیشتر به کلمات کلیدی دم بلند برای شناسایی نیازهای کاربر (مانند "راه حل های شکستن ابزار ماشینکاری دنده CNC") می تواند ترافیک دقیقی را به همراه داشته باشد و رتبه بندی خوب را آسان تر کند. دفعه بعد قبل از برنامه نویسی ، نحوه پرسیدن سوالات کاربران را جستجو کنید. قطعا تفکر شما را گسترش خواهد داد! ✨
در صورت نیاز ، می توانم به شما کمک کنم جدول مقایسه انگلیسی-چینی اصطلاحات ماشینکاری چرخ دنده CNC را سازماندهی کنید تا ارجاع در ارتباطات فرامرزی یا خواندن اسناد را برای شما آسان تر کند.
 Persian
Persian » »
» »
 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque