English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

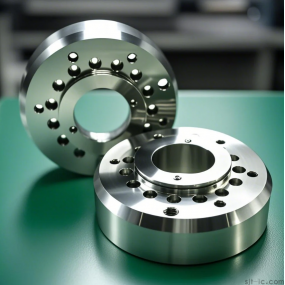
1. مسائل انتخاب ابزار برای خشن کردن قطعات کار مس
هر کسی که تجربه CNC داشته باشد می داند که مرحله خشن کردن تأثیر زیادی بر کارایی دارد. هنگام خشن کردن قطعات مسی ، سعی کنید تا حد امکان از استفاده از ابزارهای فولادی پرسرعت (HSS) خودداری کنید - آنها به سرعت فرسوده می شوند و نمی توانید آنها را با سرعت بالا نیز اجرا کنید. در عوض ، فلای کاترها یا ابزارهای کاربید در اینجا مقرون به صرفه تر هستند: آنها بادوام تر هستند و می توانند عمق برش بیشتری را تحمل کنند. به عبارت ساده ، انتخاب ابزار مناسب کار را آسان تر می کند و در زمان صرف شده برای تعویض ابزار صرفه جویی می کند!
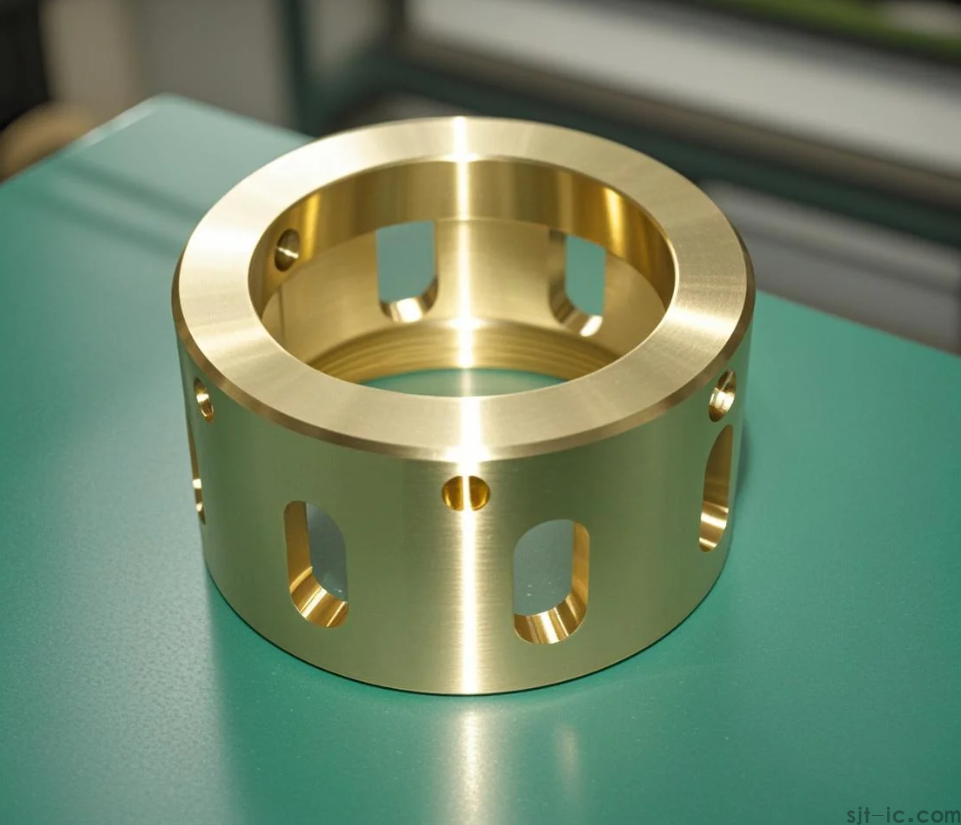
2. ماشینکاری لایه ای برای قطعات کار مسی بلند ضروری است
هنگام برخورد با قطعات مسی بلند ، سعی نکنید آنها را از بالا به پایین با یک ابزار ماشینکاری کنید! رویکرد پایدار و قابل اعتماد ، ماشینکاری لایه ای است - با استفاده از ابزارهایی با طول های مختلف برای خشن شدن تدریجی قطعه کار. این روش نه تنها از لرزش و پچ پچ ابزار جلوگیری می کند ، بلکه کمک هزینه ماشینکاری یکنواخت را برای هر لایه تضمین می کند. این منطقی است ، درست است ؟
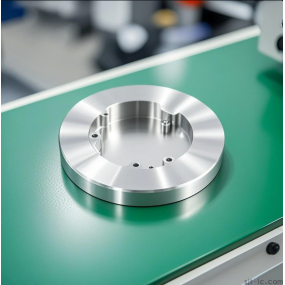
3. آسیاب های سطح تخت اولین انتخاب برای ماشینکاری سطح تخت هستند
هنگام ماشینکاری سطوح صاف ، به یاد داشته باشید که به جای آسیاب های گلوله ای از آسیاب های سطح صاف استفاده کنید. آسیاب های سطح تخت دارای سطح تماس بزرگ تری هستند که برش پایدارتر و راندمان بسیار بالاتری را تضمین می کند. از طرف دیگر ، آسیاب های انتهایی برای ماشینکاری سطوح منحنی مناسب تر هستند. از دیدگاه ویرایشگر ، این در مورد "هر ابزاری است که کار خود را انجام می دهد": به این ترتیب ، هر ابزاری حداکثر نقش خود را ایفا می کند و همچنین در زمان ماشینکاری بسیار صرفه جویی می کنید!
4. برای تمیز کردن گوشه: ابتدا شعاع را قبل از برش اندازه بگیرید
تمیز کردن گوشه روی الکترودهای مسی یک کار ظریف است. قبل از تمیز کردن گوشه ها ، ابتدا باید اندازه شعاع گوشه (R-radius) را بررسی کنید. سپس بر اساس این شعاع ، آسیاب گلوله ای با اندازه مناسب انتخاب کنید. اگر ابزاری را انتخاب کنید که خیلی بزرگ است ، نمی توانید گوشه ها را به طور کامل تمیز کنید. اگر ابزار خیلی کوچک باشد ، به راحتی می شکند - هم زمان و هم مواد را هدر می دهد. بنابراین ، صرف یک دقیقه اضافی برای اندازه گیری هرگز اشتباه نخواهد شد!
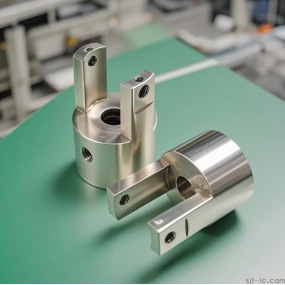
5. از ابزارهای مخروطی برای کارایی بالا در ویژگی های مخروطی به خوبی استفاده کنید
اگر قطعه کار دارای مخروطی های عدد صحیح است (به عنوان مثال ، برخی از پین های موقعیت یابی یا باس های استوانه ای با مخروطی) ، دریغ نکنید - از یک ابزار مخروطی مستقیماً برای ماشین کاری استفاده کنید. این روش راندمان بالا و دقت خوبی را ارائه می دهد و شما را از دردسر زیادی نجات می دهد. ویراستار متوجه شده است که برخی از افراد همیشه سعی می کنند به ابزارهای معمولی بسنده کنند ، اما در نهایت زمان بیشتری می برد. چرا از آن دردسر عبور کنید ؟
بینش ها و توصیه های شخصی:
ماشینکاری مس CNC با دو چالش عمده روبرو است: مواد نرم و مستعد چسبندگی ابزار. در اینجا چند نکته برای عملیات وجود دارد:
- سرعت اسپیندل و نرخ تغذیه: مس قابلیت ماشینکاری خوبی دارد ، بنابراین می توانید سرعت اسپیندل و سرعت تغذیه را به طور متوسط افزایش دهید.
- رزرو شکاف جرقه: هنگام ماشینکاری الکترودهای مسی ، شکاف جرقه (مقدار رزرو شده) را به درستی تنظیم کنید. برای الکترودهای خشن ، شکاف معمولاً 0.2-0.5 میلی متر است. برای تکمیل الکترودها ، 0.05-0.15 میلی متر است.
- تلورانس و استپوور: برای تکمیل الکترودهای مسی ، مناسب است تلورانس را بین 0.005-0.02 میلی متر و استپ اور را بین 0.05-0.3 میلی متر تنظیم کنید.
- تعمیر و نگهداری و بازرسی: به طور منظم ماشین ابزار را نگهداری کنید و شبیه سازی برنامه را قبل از ماشینکاری به دقت بررسی کنید تا از برش بیش از حد و برخورد ابزار جلوگیری کنید.
به طور خلاصه ، تسلط بر این روش ها باعث می شود که ماشینکاری مس CNC با نیمی از تلاش دو برابر موثرتر باشد! امیدوارم این به شما کمک کند.
آیا به من نیاز دارید که ترجمه اصطلاحات فنی خاص را تنظیم کنم (مانند بهینه سازی عبارات برای "شکاف جرقه" یا "گام به گام" برای همسویی با قراردادهای بین المللی ماشینکاری CNC) یا یک واژه نامه دو زبانه از اصطلاحات ماشینکاری مس CNC هسته ای برای مرجع شما ایجاد کنم ؟