English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

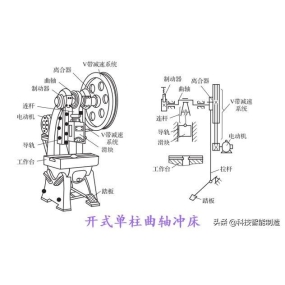
Usinage de la pièce de manchon représentée sur la figure 1, diamètre brut φ 55 mm, longueur 50 mm, matériau 45 acier: Chanfrein non injecté 145, reste ra12.5.

Figure 1 pièces de manchon
Tableau 1 procédure d'usinage φ34mm, φ42mm cercle extérieur, découpe 20,5 fentes
Programme
Description
% 7101
Nom du programmeur
N10 G92 X100 Z100
Définir le système de coordonnées de la pièce
N20 M03 S500
Rotation positive de la broche, vitesse de rotation 500r / min
N30 M06 T0101
Changement d'outil couteau n° 0 avec le complément 01 (couteau de voiture grossier)
N40 G90 G00 X50 Z2
Positionnement rapide sur le cercle extérieur de φ50mm, à 2mm de la surface d'extrémité
N50 G80 X42.5 Z-40.5 F200
Véhicule grossier φ 42mm cercle extérieur, laissant une marge radiale de 0,5 mm
N60 G80 X34.5 Z-34 F200
Véhicule grossier φ34mm cercle extérieur, laissant une marge radiale de 0,5 mm
N70 G01 X31 Z1 F200
La pointe de l'outil est déplacée au diamètre φ31mm, à 1mm de la surface d'extrémité
N80 X35 Z-1
Chanfrein 145
N90 X42
La pointe du couteau se déplace au diamètre φ 42mm
N100 Z-34
Pointe du couteau déplacée à 34 mm de la surface d'extrémité
N110 Z-40.5
Cercle extérieur de la voiture de finition φ 42mm
N120 X45
Retour au couteau à φ45mm
N130 G00 X100 Z100
Positionnement rapide de la pointe de l'outil au diamètre φ 100mm, à 100mm de la surface d'extrémité
N135 T0100
Effacer le couteau
N140 M06 T0202
Changer le couteau à fente largeur 2mm
N150 G00 X45 Z-34
Diamètre φ 45mm pour un positionnement rapide de la pointe, à 34mm de la surface d'extrémité
N160 G01 X33 F50
Couper une fente de 20,5
N170 X48
La pointe du couteau se déplace au diamètre φ48mm
N180 G00 Z-42.5
Pointe de l'outil déplacée à 42,5 mm de la surface d'extrémité
N190 G01 X0 F50
Coupez la pièce, Gardez la pièce 40,5 mm de long
N200 G00 X100 Z100
Positionnement rapide de la pointe de l'outil au diamètre φ 100mm, à 100mm de la surface d'extrémité
N210 T0200
Effacer le couteau
N215 M05
Arrêt de l'axe principal
N220 M02
Fin du programme
Tableau 2 procédure d'usinage des trous internes
Programme
Description
% 7102
Nom du programmeur
N10 G92 X100 Z100
Définir le système de coordonnées de la pièce
N20 M03 S500
Rotation positive de la broche, vitesse de rotation 500r / min
N30 M06 T0101
Changer d'outil couteau 01 avec le complément 01 (couteau de voiture à face terminale)
N40 G90 G00 X44 Z0
Positionnement rapide au diamètre φ44mm
N50 G01 X20 F50
Surface d'extrémité du véhicule
N60 G00 Z50
Positionnement rapide de la pointe de l'outil à 50 mm de la surface d'extrémité
N70 X100
Positionnement rapide de la pointe du couteau au diamètre φ 100mm
N75 T0100
Effacer le couteau
N80 M06 T0202
Changement d'outil couteau n° 02 avec le complément 02 (couteau à trou intérieur)
N90 G00 X18 Z2
Positionnement rapide de la pointe du couteau
N100 G80 X21.6 Z-41 F200
Véhicule grossier φ22mm cercle extérieur, laissant une marge radiale de 0,4 mm
N110 G01 X26 Z1 F50
N120 X22 Z-1
Chanfrein 145
N130 Z-40.5
Alésage intérieur pour chariot de finition φ 22mm
N140 G01 X18
La pointe du couteau se retire au diamètre φ18mm
N150 Z100
N160 X100
N165 T0100
Effacer le couteau
N170 M06 T0303
Changement d'outil, utilisez un couteau à fente à trou intérieur de 4mm
N180 G00 X18 Z2
N190 Z-16.5
Positionnement rapide de la pointe du couteau
N200 G01 X23.5 F50
Découper la fente de retrait
N210 X20
Rabattre au diamètre φ 20mm
N220 G81 X23.5 Z-20.5 F50
Découper les fentes
N230 G81 X23.5 Z-24.5 F50
N240 G81 X23.5 Z-28 F50
N250 G01 Z-28
Positionnement mobile de la pointe du couteau
N260 X24
Fentes de finition
N270 Z-16
N280 X20
Rabattre au diamètre φ 20mm
N290 G00 Z100
La pointe du couteau se retire rapidement à 100mm de la surface d'extrémité
N300 X100
Retour rapide de la pointe à φ100mm de diamètre
N310 T0000
Effacer le couteau
N315 M05
Arrêt de l'axe principal
N320 M02
Fin du programme
Tableau 3 Procédure pour le cercle extérieur du chariot de finition φ 34mm
Programme
Description:% 7103
Nom du programmeur
N10 G92 X100 Z100
Définir le système de coordonnées de la pièce
N20 M03 S1000
Rotation positive de la broche, vitesse de rotation 1000r / min
N30 M06 T0101
Couteau de finition rond extérieur
N40 G00 Z2
N50 X36
N60 G01 X30 Z1 F50
N70 X34 Z-1
Chanfrein 145
N80 Z-34
Cercle extérieur de la voiture de finition φ 34mm
N90 G01 X45
N100 G00 X100 Z100
Positionnement rapide de la pointe de l'outil au diamètre φ 100mm, à 100mm de la surface d'extrémité
N110 T0000
Effacer le couteau
N115 M05
Arrêt de l'axe principal
N120 M02
Fin du programme
Monter le cercle extérieur du clip φ 50mm, trouver le positif. ébauche d'un cercle extérieur de φ 34 mm, usinage d'un cercle extérieur de φ 42 mm, découpe de fentes de 20,5. Les couteaux utilisés ont un biseau droit à usinage circulaire externe (t01), un couteau à fente (t02) avec une largeur de couteau de 2 mm. L'itinéraire du processus d'usinage est le suivant: cercle extérieur de φ 42mm brut (marge de rétention) cercle extérieur de φ 34mm brut (marge de rétention) cercle extérieur de φ 42mm fini (marge de rétention) découpe de fente de découpe de φ 42mm. Voir le tableau 1 pour la procédure de traitement. Clip de montage φ 34mm cercle extérieur avec des griffes souples, usiner le trou intérieur. Les couteaux utilisés sont des couteaux à 45 extrémités (t01), des couteaux à alésage interne (t02), des couteaux à rainures (T03) avec une largeur de couteau de 4 mm. L'itinéraire du processus d'usinage est le suivant: usinage de la surface d'extrémité ébauche du trou intérieur de φ22mm finition du trou intérieur de φ22mm fente de découpe (φ2416). Voir le tableau 2 pour la procédure de traitement. Mandrin de jeu de pièces, deux pinces de montage supérieures, cercle extérieur du chariot de finition φ 34mm. L'outil utilisé est une fraise droite de finition (t01). L'itinéraire du processus d'usinage est: cercle extérieur de finition φ 34mm. Voir le tableau 3 pour la procédure de traitement.