

Smanjenje rizika štete tijekom uređaja CNC-a aluminijskih sakata ključno je osigurati kvalitetu proizvoda i učinkovitost proizvodnje. Evo određenih mjera i predlog: 1 Reagovan izbor parametara smanjenja i brzine smanjenja: Za strojevanje aluminijskih sakata CNC-a treba odabrati odgovarajuću brzinu smanjenja na temelju materijalnih vlasništva i zahtjeva za obradivanje aluminijskog sakata. Prevelika brzina smanjenja može dovesti do nosenja alata i akumulacije smanjenja blagajnih proizvoda, dok prevelika niska brzina smanjenja može dovesti do niske učinkovitosti strojeva. Stopa hrane: izaberite razumnu stopu hrane na temelju kompleksnosti zahtjeva rada i obrade. Prevelika stopa hrane može dovesti do prekomjerne snage smanjenja, što bi dovelo do deformacije radnih djela i smanjene kvalitete strojeva; Niska stopa hrane može dovesti do niske učinkovitosti obrade. 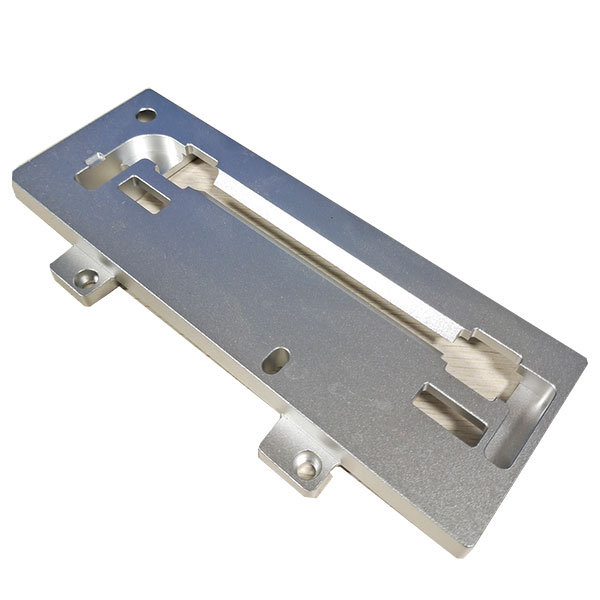 2. Koristite odgovarajuće vrste alata i materijale: izaberite alata odgovarajuće za CNC uređaj aluminijskih sakata, kao što su visoka brzina čelika ili tvrdi alat sakata. Ovi uređaji za rezanje imaju visoke teškoće i nose otpor, što može učinkovito smanjiti rizik štete tijekom procesa strojeva. Geometrički parametri alata rezanja: osigurajte se da su geometrički parametri alata (poput rubnog ugla, rubnog radija itd.) odgovarajući za zahtjeve strojeva kako bi smanjili vibraciju i smanjili snagu te smanjili rizik od oštećenja. 3. Prikladna hladnoća i lubrikacija tekućine rezanja alata: tijekom CNC uređaja alominijskog sakata treba se koristiti odgovarajuća količina tekućine rezanja za hladnoću i lubrikaciju. Presjecanje tekućine može smanjiti temperaturu presjecanja, smanjiti snagu presjecanja i deformaciju radnih djela, kao i smanjiti obuku i oštećenje alata. Kontrola hladnoće: Realno kontrolira stopu toka i temperaturu rezanja tekućine kako bi osigurala uniformnu distribuciju i stalnu opskrbu rezanja tekućine. Prevelika stopa toka može dovesti do materijalnog otpada, dok nedovoljna stopa toka može dovesti do lošeg učinka hlađenja. 4. Osigurajte stabilnost klimpiranja i popravljanja izbora popravka: Koristite odgovarajuće popravke i snage popravke kako bi osigurali stabilnost i krutost radnog djela tijekom uređaja CNC-a aluminijskog sakata. To pomaže spriječiti preseljenje ili vibraciju radnog djela tijekom procesa strojeva, tako smanjući rizik štete. Metod klampiranja: Izaberite odgovarajuću metodu klampiranja na temelju oblika radnog djela i zahtjeva za obradivanje. Osigurajte čak i distribuciju klampiranih snaga kako bi izbjegao prekomjeran lokalni stres koji može uzrokovati deformaciju ili oštećenje radnog djela. 5. Praćenje pravog vremena procesa strojeva: tijekom procesa strojeva CNC-a aluminijskog položaja, pažljivo pratiti promjene parametara strojeva i radnog statusa strojeva. Vremeno otkrivajte i riješite abnormalne situacije, poput prevelike snage rezanja, intenzivirane vibracije itd., kako bi se izbjegao oštećenja. Periodična inspekcija: regularno provodite inspekciju kvalitete obrade, uključujući mjerenje veličine radnog djela, inspekciju kvalitete površine i testiranje materijalnih učinka. To pomaže brzo identificirati potencijalne pitanja kvalitete i poduzeti mjere za poboljšanje. 6. Poboljiti dizajn i proces optimizacije strukturnog dizajna: u fazi dizajna proizvoda izbjegavajte neprazumne strukture kao što su oštre uglove i značajne varijacije gustine zida kako bi smanjili rizike koncentracije stresa i deformacije tijekom obradivanja CNC-a aluminijskog sakata. Optimiziraj tok procesa: Na temelju zahtjeva za obrađivanje CNC-a i materijalnih karakteristika alomenta aluminija, optimiziraj tok procesa i sekvencu obrađivanja. Razumno organizirajte vezu između koraka i postupka obrade kako bi smanjili rizik štete tijekom obrade.
2. Koristite odgovarajuće vrste alata i materijale: izaberite alata odgovarajuće za CNC uređaj aluminijskih sakata, kao što su visoka brzina čelika ili tvrdi alat sakata. Ovi uređaji za rezanje imaju visoke teškoće i nose otpor, što može učinkovito smanjiti rizik štete tijekom procesa strojeva. Geometrički parametri alata rezanja: osigurajte se da su geometrički parametri alata (poput rubnog ugla, rubnog radija itd.) odgovarajući za zahtjeve strojeva kako bi smanjili vibraciju i smanjili snagu te smanjili rizik od oštećenja. 3. Prikladna hladnoća i lubrikacija tekućine rezanja alata: tijekom CNC uređaja alominijskog sakata treba se koristiti odgovarajuća količina tekućine rezanja za hladnoću i lubrikaciju. Presjecanje tekućine može smanjiti temperaturu presjecanja, smanjiti snagu presjecanja i deformaciju radnih djela, kao i smanjiti obuku i oštećenje alata. Kontrola hladnoće: Realno kontrolira stopu toka i temperaturu rezanja tekućine kako bi osigurala uniformnu distribuciju i stalnu opskrbu rezanja tekućine. Prevelika stopa toka može dovesti do materijalnog otpada, dok nedovoljna stopa toka može dovesti do lošeg učinka hlađenja. 4. Osigurajte stabilnost klimpiranja i popravljanja izbora popravka: Koristite odgovarajuće popravke i snage popravke kako bi osigurali stabilnost i krutost radnog djela tijekom uređaja CNC-a aluminijskog sakata. To pomaže spriječiti preseljenje ili vibraciju radnog djela tijekom procesa strojeva, tako smanjući rizik štete. Metod klampiranja: Izaberite odgovarajuću metodu klampiranja na temelju oblika radnog djela i zahtjeva za obradivanje. Osigurajte čak i distribuciju klampiranih snaga kako bi izbjegao prekomjeran lokalni stres koji može uzrokovati deformaciju ili oštećenje radnog djela. 5. Praćenje pravog vremena procesa strojeva: tijekom procesa strojeva CNC-a aluminijskog položaja, pažljivo pratiti promjene parametara strojeva i radnog statusa strojeva. Vremeno otkrivajte i riješite abnormalne situacije, poput prevelike snage rezanja, intenzivirane vibracije itd., kako bi se izbjegao oštećenja. Periodična inspekcija: regularno provodite inspekciju kvalitete obrade, uključujući mjerenje veličine radnog djela, inspekciju kvalitete površine i testiranje materijalnih učinka. To pomaže brzo identificirati potencijalne pitanja kvalitete i poduzeti mjere za poboljšanje. 6. Poboljiti dizajn i proces optimizacije strukturnog dizajna: u fazi dizajna proizvoda izbjegavajte neprazumne strukture kao što su oštre uglove i značajne varijacije gustine zida kako bi smanjili rizike koncentracije stresa i deformacije tijekom obradivanja CNC-a aluminijskog sakata. Optimiziraj tok procesa: Na temelju zahtjeva za obrađivanje CNC-a i materijalnih karakteristika alomenta aluminija, optimiziraj tok procesa i sekvencu obrađivanja. Razumno organizirajte vezu između koraka i postupka obrade kako bi smanjili rizik štete tijekom obrade.
Zdravo! Dobrodošli na stranicu EMAR kompanije!
 Croatian
Croatian » »
» »
 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque








