English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

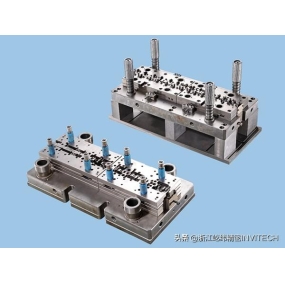
Objekt obradivanja uključen u obradivanje metala listova je vrlo širok, poput različitih dijelova, kutija, tablice, kabineta, sklonjenja formiranja, vrata bez mrlje čelika itd. Velika većina metalnih proizvoda uključenih u dnevni život su obradivanje metala listova, koja se široko koristi u našim dnevnim životima. Dakle, kakvi su zajednički problemi s kojima se nalaze tijekom obrade metala?
Problemi s kojima se nalaze tijekom obrade metala listova:
1. Burr: Nepotrebne sirovine ne zadržavaju u potpunosti tijekom štampanja metala ili obradivanja pravog ugla, što bi rezultiralo spajanje na krstom dijelu debelih čeličnih ploča. Kada relativna visina goriva preko 0,2mm prema prekršenom dijelu, obožavatelj će oštećiti mold, uzrokujući udarce i depresije.
2. Zbog korisne linije otpuštanja također je neuobičajena konveksna konveksa na površini metala plaća.
3. Miješanje prljavštine (željezne pine i prašine) u metalnom plaću. Otkrivanje rolera: uzrokovana prljavštinom pridržavanjem čišćenja rolera ili rolera hrane (fiksni prečnik stopala). Obično govoreći, prljavština na papiru za štampanje rolera može biti uklonjena.

4. Slippery marks: metal ploče zbog rolera.
5. Pokreće se oznake klizanja, kada se vozač odjednom pauze ili ubrza. Vjerojatno će udariti vruće ručne čelične čeličnice uzrokovati vruće rušenje na ivicama: vodični ručnici na korisnoj žičnoj mreži vjerojatno će se vrući zbog malog prostora između vodičnih ručnika na moldu, što je također zbog vruće ručne čelične čeličnice.
6. Izloženo nepravednom hranom. Glavni uzrok ogrebotina na dijelovima je oštar ožiljaka na mold ili metalnu prašinu koja pada u mold. Prevencijske mjere su da poliraju ožiljke na moldu i eliminiraju prašinu metalnog materijala.
7. Glavni faktor koji uzrokuje donji cracking komponenta je loša plastičnost sirovine ili prekomjerna kompresija slojnice. Prevencijska mjera je zamijeniti sirovine izvanrednom plasticijom ili osloboditi uređaj za vezanje ruba.
8. Sklapanje na vanjskom zidu: Primarni uzrok okretanja na strani zida metal a nije dovoljna gustina sirovine (ako je relativnost mala, tanka gustina dozvoljena) ili se pojavljuje asijalna snaga tijekom procesa skupljanja lijeve i desne moldove, što je rezultiralo veliku prazninu na jednoj strani i mala praznina na drugoj strani. Prevencijska mjera je odmah zamijeniti sirovine i ponovno prilagoditi mold.
Sadržaj članaka je iz interneta. Ako imate pitanja, kontaktirajte me da ga izbrišem!