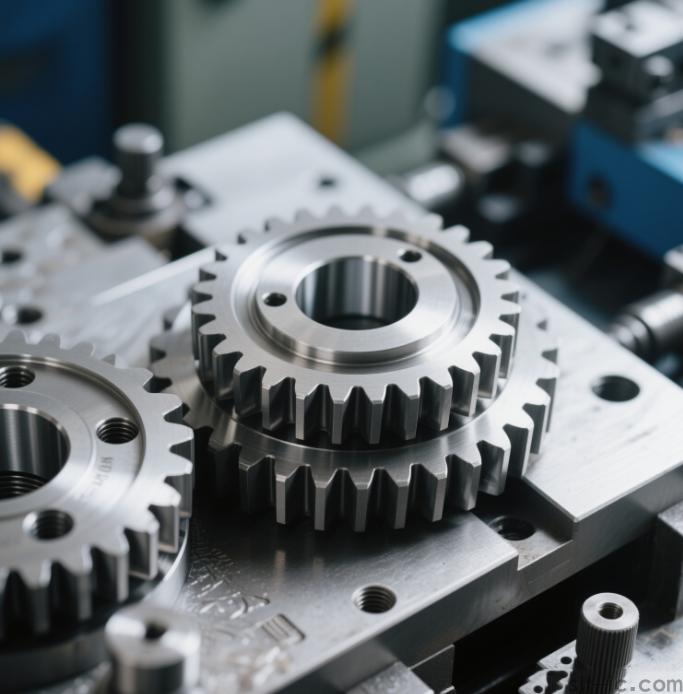
CNC Gear megmunkálás folyamat lépései
Röviden négy lépést követ: Durva megmunkálás befejezés megmunkálás hőkezelés polírozás!
1. Először is esztergagép segítségével őröljük a fogaskerék durva kontúrját (durva megmunkálás), kis mennyiségű megmunkálási juttatást hagyva.
2. Ezután használjon befejező maróvágót a fogprofil finomításához, hogy biztosítsa a hálózás pontosságát.
3. Végezzen hőkezelést, például oltást, hogy fokozza a keménységet.
4. Végül végezzen polírozást a felületi érdesség csökkentése érdekében.
Tipp: A vékony falú fogaskerekekhez először a belső lyukat gépezzük meg a külső fogak finomítása előtt; különben hajlamos a szerszámrezgésre és a fogforgásra!
Mennyibe kerül egy CNC-megmunkált felszerelés?
A költségek az anyagtól, a precizitástól és a gyártási mennyiségtől függenek!
- Egyetlen közönséges acél fogaskerék általában 200-500 RMB-ba kerül, az egységár tömegtermelésnél 100 RMB-nál kevesebbre csökkenthető.
- A nagy pontosságú spirális fogaskerekek egyenként több mint 1000 RMB-ba kerülhetnek, mert 5 tengelyes CNC gépeket igényelnek.
Itt van egy példa: A 2 modulus és a 0,05mm tűréshatárral rendelkező acél fogaskerék esetében az egységár körülbelül 120 RMB egy 100 darabos tétel esetén. Ha felületi nitridálási kezelést adunk hozzá, akkor további 20%-os költség kerül felmerülni.
A kis tételes gyártáshoz a 3D nyomtatás költséghatékonyabb; A CNC megmunkálás jobban alkalmas a nagy tételes gyártáshoz!
CNC megmunkálási paraméterek kis méretű fogaskerekekhez
- Orsósebesség: 3000-5000 fordulat/perc
- Takarmányérték: 0,1 mm/fog
Kis méretű fogaskerekekhez (pl. modulus < 1) kis átmérőjű maróvágókat használjunk a fog extrudálás elkerülése érdekében. Az ajánlott paraméterek a következők:
- Durva megmunkálás: Sebesség = 3000 fordulat/perc, Feed sebesség = 0,15 mm/fog, Vágási mélység = 0,5 mm
- Befejező megmunkálás: Sebesség = 5000 rpm, Feed sebesség = 0,05 mm/fog, Vágási mélység = 0,1 mm
Kulcsfontosságú pont: Biztosítsa a vágófolyadék megfelelő ellátását;Ellenkező esetben a szerszám gyorsan elhasználódik, és a fogfelület befejezése befolyásolja!
CNC sebességváltó megmunkálás precíziós vezérlés
A mag a szerszámkompenzációban és a gépi kalibrálásban rejlik! A pontossági problémák általában a következő okokból merülnek fel:
1. Szerszám kopás: ellenőrizze a vágóél minden 20 munkadarab feldolgozott.
2. Laza bilincsek: A hidraulikus bilincsek nagyobb stabilitást biztosítanak, mint a mechanikus bilincsek.
3. Hődeformáció: 10 percig szüneteltesse a gépet, hogy a megmunkálás során félúton lehűljön.
Személyes vizsgálat eredménye: Lézer kalibrátorral rendszeresen mérje a gép pozícionálási pontosságát, ami a tűréshatárt közvetlenül 0,01 mm-en belülre csökkentheti!
Az oltott fogaskerekek CNC megmunkálásához szükséges óvintézkedések
A fogaskerék elfogása után a befejező megmunkálás előtt a lágyításon kell átesnie! A közvetlen marás nemcsak könnyen fogrepedezést okoz, hanem súlyos szerszámforgácsoláshoz is vezet (a felismerhetetlenségig).
A helyes sorrend a következő: Durva megmunkálás Csillapítás Csillapítás Befejező megmunkálás Másodlagos polírozás.
Használjon olajbázisú vágófolyadékot; a vízbázisú folyadék hajlamos arra, hogy az oltott réteget rideg legyen. Ezenkívül vékony fogaskerekeknél először végezzen stresszcsökkentést (pl. öregedési kezelést); különben a deformáció olyan súlyos lesz, hogy frusztráló!
Személyes betekintés
A CNC megmunkálás a fogaskerekekhez valóban hatékony, de a kezdők gyakran hibáznak - például véletlenszerűen beállítják a paramétereket, ami olyan durva fogfelületet eredményez, mint a csiszolópapír!
Valójában, ha nagyobb figyelmet fordítunk a hosszú farkú kulcsszavakra a felhasználói igények azonosításához (például a "CNC hajtómű megmunkáló szerszám törésének orvoslása"), akkor pontos forgalmat hozhat, és megkönnyítheti a jól rangsorolást. Legközelebb a programozás előtt keresse meg, hogyan tesznek fel kérdéseket a felhasználók; mindenképpen szélesíti a gondolkodásodat! ✨
Ha szüksége van, segíthetek angol-kínai összehasonlító táblázat megszervezésében az alapvető CNC hajtómű megmunkálási kifejezésekről, hogy megkönnyítse a hivatkozást a határokon átnyúló kommunikációban vagy a dokumentumolvasásban.
 Hungarian
Hungarian » »
» »
 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque