

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Mi az a lemez alkatrész? A lemezalkatrészek átfogó hideg megmunkálási folyamat fémlemezekhez (általában 6 mm-nél kevesebb), amely magában foglalja a vágást, lyukasztást/vágást/kompozitot, összecsukhatást, hegesztést, szegecselést, illesztést és alkatrészek gyártásához

Jellemzők:
1. Egységes vastagság. Egy alkatrész esetében az összes alkatrész vastagsága egyenletes
2. Könnyű súly, nagy szilárdság, vezetőképesség, alacsony költség és jó teljesítmény nagyszabású termelésben
Feldolgozástechnika
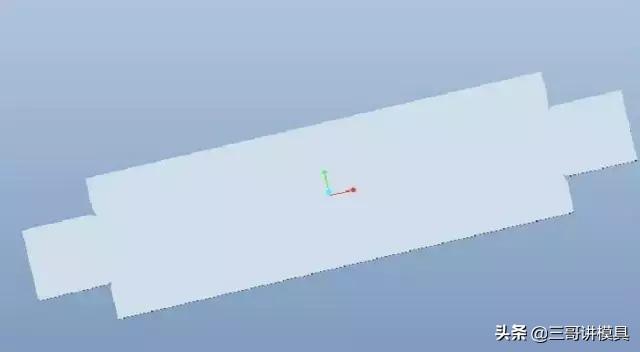
1. Vágás
A nyírási folyamatban használt berendezés egy nyírógép, amely alapvető alakú fémlemezt képes vágni, előnyei közé tartozik az alacsony feldolgozási költség; Hátrányok: A pontosság átlagos, vannak barázdák a vágásban, és a vágási forma egyetlen, amelyek mindegyike egyszerű téglalapok vagy más egyszerű formák, amelyek egyenes vonalakból állnak.
Vágás előtt ki kell számítani az alkatrészek kibontott méretét, a kibontott méret a hajlítási sugárhoz, a hajlítási szöghez, a lemezanyaghoz és a lemezvastagsághoz függ.
2. Rush
A lyukasztási folyamat berendezése egy lyukasztó gép, amely tovább tudja feldolgozni és alakítani a vágott anyagot. A különböző formák bélyegzése különböző formákat igényel, a közös formák közé tartozik a kerek lyukak, a hosszú lyukak és a kiállók; Nagy pontosság.
Főnök: Az anyagot nem szabad eltávolítani, és a főnök magassága korlátozott, ami kapcsolódik a tábla anyagához, a tábla vastagságához és a főnök lejtésének szögéhez.
Számos típusú kiállás létezik, beleértve a hőelvezető lyukakat, szerelési lyukakat stb. A hajlítás hatása miatt a tervezési lyuk éle és a tábla éle és a hajlítóél közötti távolság korlátozott lesz.
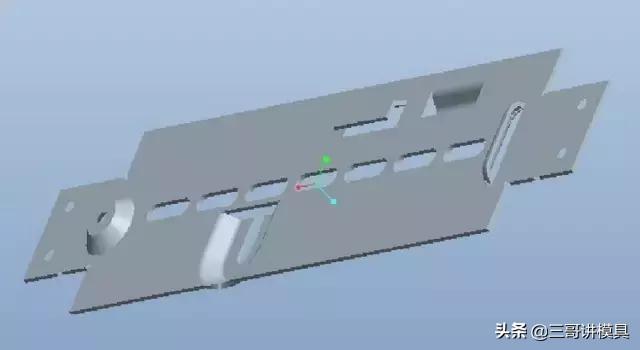
3. Lézeres vágás
Feldolgozó berendezések: lézervágó gép
Olyan anyagok esetében, amelyek vágással vagy lyukasztással nem távolíthatók el, vagy olyan nagy keménységű lemezek esetében, amelyek hajlamosak a penész károsítására, mint például a lekerekített sarkok, vagy ha nincs kész forma a kívánt formához, lézeres vágás használható az anyag formázásának befejezésére hajlítás előtt
Előnyök: Vágás sorok nélkül, nagy pontossággal, bármilyen formát, például leveleket, virágokat stb. képes vágni; Hátrány: Magas folyamatköltségek
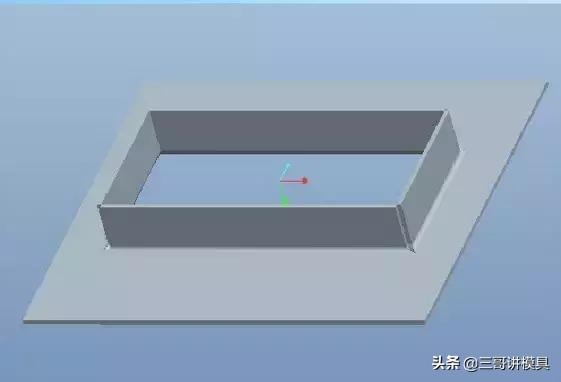
4. Hajlítás

Feldolgozó berendezések: hajlító gép, hengerlő gép
Összehajthatják vagy tekerhetik a fémlemezeket a kívánt alakba, ami az alkatrészek formázási folyamata; A hajlítógép felső és alsó pengéivel hidegen préselt fémlemez kialakításának folyamatát hajlításnak nevezik.
A hajlítás az utolsó lépés a lemezalkatrészek kialakításának, és számos pontra kell figyelni, amikor az alkatrészek kibonthatók és formába hajlíthatók, az alábbiakban a szerkesztő elmagyarázza mindenkinek.
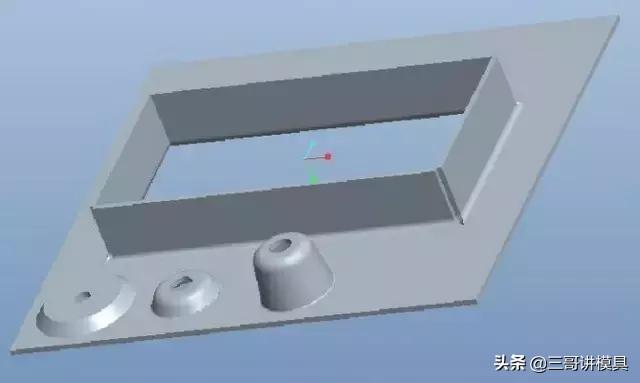
1. Anyaghiány, amint az alábbi ábrán látható. A kiállás túl magas és meghaladja az anyag rugalmasságát. A kiállás általában a telepítési méret növelésére vagy a telepítési konfliktusok elkerülésére használatos. Ezért a kiállás anélkül történik, hogy megváltoztatná az anyag belső szerkezetét és befolyásolná a szerkezeti szilárdságot. Például a konvex kúp és a referenciasík közötti szög 45, a magasság pedig 3-szorosa a lemez vastagságának.
2. Redundáns anyagok: A redundáns anyagoknak gyakran több zárt hajlítóéle van, amelyeket gyakran folyamathibák vagy rajzhibák okoznak.
Hajlítási korlátozások: A legtöbb hajlítógép bizonyos korlátozásokkal rendelkezik a hajlítással kapcsolatban
Egyszerű magasság: A hajlítógép mérete és a forgácsolóél magassága többoldalas nagy szögű hajlítási módszerrel határozható meg
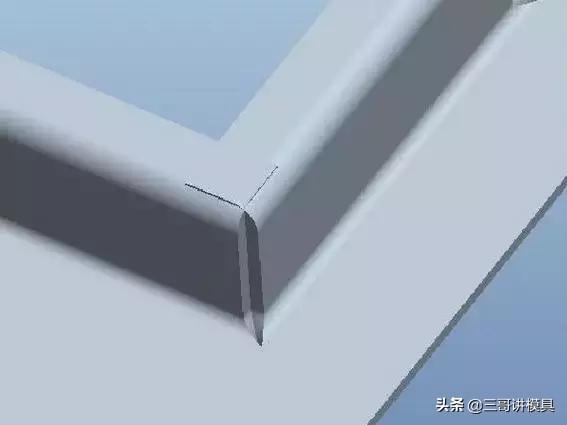
Kétoldalú magasság: nem nagyobb, mint az egyik oldal maximális magassága, az egyik oldal magasságának minden korlátozása mellett az alsó él is korlátozza: hajlítási magasság 4. Mivel a lemezalkatrészek vékony fémlemez hajlításával alakulnak ki, a hajlított élek közötti érintkezés nem záródik, és nincs merev csatlakozás. Ha nem kezelik, befolyásolja a szilárdságot. A szokásos kezelési módszer a hegesztés. A rajz műszaki követelményei közé tartozik: hegesztési szög, hegesztési szög és kerekítés 5. Felületkezelés A lemezalkatrészek vékony vastagsága miatt nem alkalmasak tűzihorganyzásra. A leggyakoribb felületkezelési módszerek közé tartozik a foszfázás és az elektrosztatikus permetezés, a szín a projekttől függően változik. Ez a folyamat alkalmas a kezeletlen felületű fekete alkatrészekre. Rendben, ez mind a lemezalkatrészekre és néhány feldolgozási technikára vonatkozik. Ha bármilyen kérdésed van, kérlek, mondd meg ezeket az alábbi megjegyzések részben, kommunikáljunk és beszéljünk együtt!










