

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

In qualità di fornitore di servizi di lavorazione CNC professionale, EMAR Company è specializzata nella fornitura di stampi ad alta precisione con una qualità superficiale eccezionale. Questo articolo esplora le tecniche critiche per ottenere finiture a specchio nella lavorazione di stampi CNC, affrontando una preoccupazione chiave per i responsabili degli appalti e gli ingegneri.
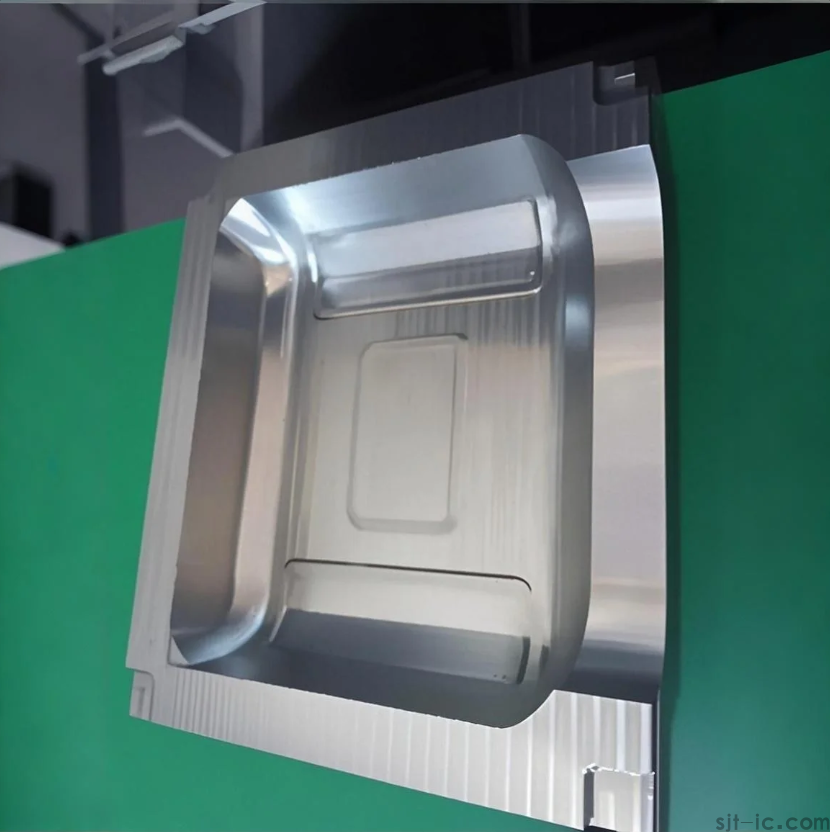
1. Selezione del materiale per una finitura superficiale ottimaleLa base di superfici di stampi lisce inizia con una corretta selezione del materiale. Per gli stampi in alluminio (ad esempio, 6061, 7075), si consiglia di utilizzare utensili in carburo di micrograna con scanalature lucidate. Quando si lavora acciaio temprato (H13, P20), le frese con rivestimento diamantato combinate con raffreddamento criogenico producono risultati superiori. I nostri ingegneri EMAR conducono sempre l'analisi del materiale prima della lavorazione per determinare l'approccio ottimale.
2. Strategie del percorso utensile di precisione Il nostro processo di lavorazione CNC implementa strategie avanzate del percorso utensile tra cui:
Finitura parallela del contorno con stepover 5% del diametro dell'utensile Fresatura trocoidale per materiali duriPulizia adattativa per mantenere un carico di trucioli costante3. Ottimizzazione dei parametri di taglioIl perfetto equilibrio tra velocità del mandrino (15.000-30.000 RPM per l'alluminio), velocità di avanzamento (0,05-0,15 mm / dente) e profondità di taglio (0,2 mm per la finitura) è fondamentale. I tecnici CNC di EMAR regolano questi parametri in tempo reale utilizzando sistemi di monitoraggio avanzati.
4. Tecniche di post-elaborazione Per superfici ultra lisce (Ra <.2 impieghiamo:>
Lucidatura a flusso microabrasivo machiningElectrolytic Texturing superficiale laser (quando specificato) In EMAR, combiniamo questi approcci tecnici con rigorose misure di controllo della qualità, inclusa l'interferometria a luce bianca per la verifica della rugosità superficiale. Il nostro impianto di lavorazione CNC certificato ISO 9001 garantisce risultati coerenti per le applicazioni di stampi nei settori automobilistico, medico e dell'elettronica di consumo.










