

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

IntroduzioneNel panorama della produzione moderna, la lavorazione delle parti del tornio CNC rappresenta la pietra angolare dell'ingegneria di precisione. Dalla domanda del settore aerospaziale di tolleranze a livello di micron all'esigenza dell'industria automobilistica di uniformità dei volumi elevati, i centri di tornitura a controllo numerico computerizzato (CNC) hanno rivoluzionato il modo in cui le materie prime - acciaio temprato, alluminio, ottone o polimeri avanzati - vengono trasformate in complessi componenti cilindrici. Alla EMAR, riconosciamo che la comprensione dell'intricata relazione tra l'architettura di una macchina e le sue capacità di lavorazione è vitale per l'approvvigionamento di professionisti e ingegneri. Questa guida approfondisce l'anatomia del tornio CNC, esplora l'intera gamma delle operazioni di lavorazione e sottolinea come sfruttare l'automazione avanzata si traduce in una qualità superiore dei pezzi ed efficienza dei costi per la catena di fornitura.

La Fondazione: Cos'è la lavorazione delle parti del tornio CNC? Mentre il tornio manuale risale all'antico Egitto, le esigenze industriali di oggi richiedono un salto di qualità in automazione e precisione. La lavorazione delle parti del tornio CNC si riferisce al metodo di produzione sottrattivo in cui un utensile da taglio stazionario impegna un pezzo rotante. A differenza del lavoro manuale dipendente dai volantini e dall'intuizione dell'operatore, il movimento in un tornio CNC è dettato da istruzioni codificate (codice G) inviate a un computer di bordo. Questa sinergia di rigidità meccanica e controllo digitale consente la produzione di pezzi con precisione ripetibile fino a 0,001 mm, un'impresa irraggiungibile nella lavorazione manuale. Il processo comprende sia le operazioni interne (ID) per modificare i diametri interni che le operazioni esterne (OD) per modellare l'esterno, tutte spesso realizzabili in un'unica configurazione.
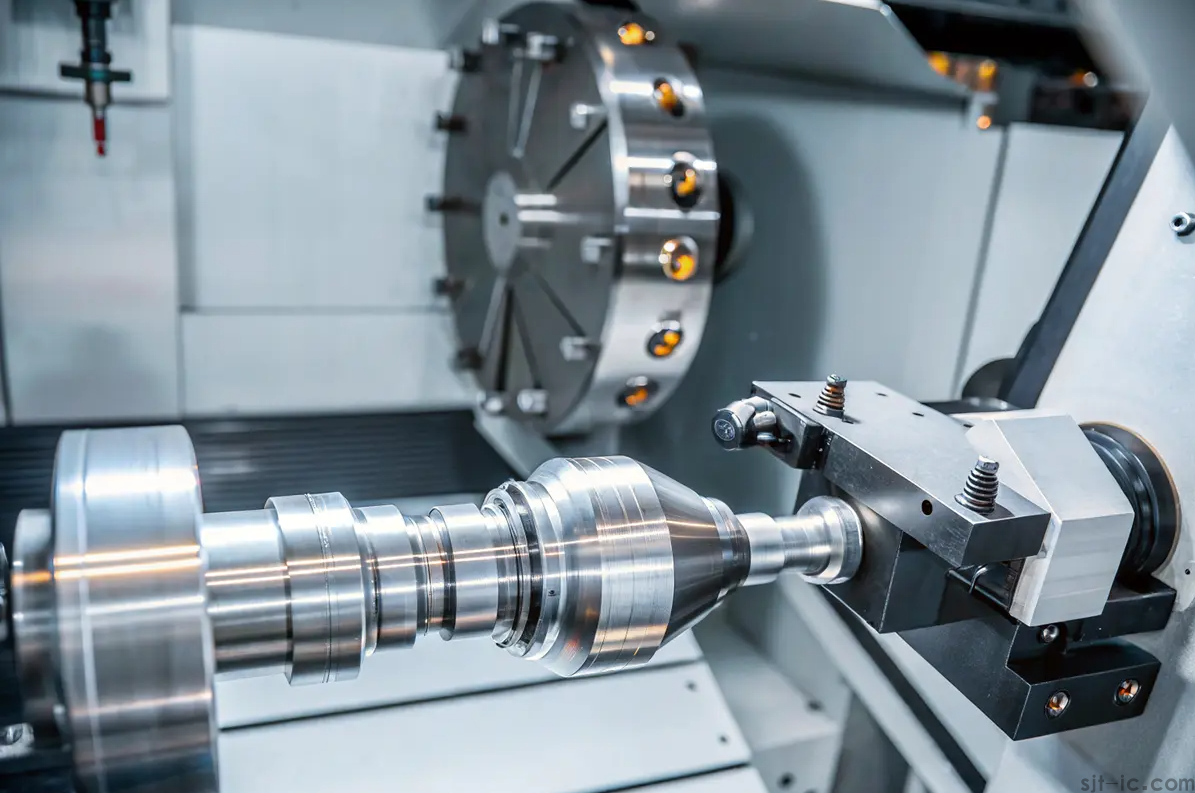
Core Architecture: Parti chiave del tornio CNC e loro ruoli di lavorazionePer ottimizzare la lavorazione delle parti del tornio CNC, è necessario prima comprendere l'anatomia del macchinario. Ogni componente svolge un ruolo specifico nel mantenere la stabilità e la precisione richieste per lavori ad alta tolleranza.
Headstock and Main Spindle - The Powerhouse of RotationPosizionata sul lato sinistro del letto del tornio, la headstock ospita il motore di azionamento e il mandrino principale. Questo gruppo è il cuore del processo di tornitura, trasmettendo la forza rotazionale al pezzo. La qualità e la rigidità del mandrino principale sono direttamente correlate alla finitura superficiale e alla stabilità dimensionale. Il naso del mandrino fissa il meccanismo di serraggio, dettando la concentricità del pezzo durante la rotazione ad alta velocità. Le moderne teste offrono velocità variabili del mandrino, consentendo agli operatori EMAR di ottimizzare i parametri di taglio per materiali che vanno dalle plastiche morbide alle leghe di titanio.
Precisione di serraggio: sistemi mandrino vs. pinza La tenuta sicura del pezzo non è negoziabile nella lavorazione CNC.
Mandrino: Tipicamente un dispositivo idraulico o pneumatico a 3 ganasce (autocentrante) o a 4 ganasce (indipendente). Il mandrino è ideale per una vasta gamma di diametri e forme irregolari, fornendo la presa robusta necessaria per la rimozione di materiale pesante.
Pinza: utilizzata per stock di diametro inferiore (in genere fino a 60 mm). Le pinze offrono una presa superiore e una maggiore concentricità rispetto ai mandrini, rendendole la scelta preferita per la microlavorazione ad alta precisione di piccole parti.
Tailstock e Sub-mandrino - Stabilità e automatitàSituato di fronte alla paletta, il Tailstock fornisce un rinforzo critico per pezzi lunghi e sottili come alberi o tubi. Impegnando il centro del pezzo con la forza idraulica, attenua la deflessione e le vibrazioni, garantendo coerenza su tutta la lunghezza del pezzo. Per l'automazione avanzata, molti centri di tornitura EMAR sostituiscono la contropunta con un Sub-mandrino. Questo mandrino secondario afferra il pezzo per eseguire la lavorazione sul retro, consentendo il taglio del pezzo, la foratura e l'alesatura sul retro senza intervento manuale, una pietra miliare per una produzione efficiente e "spenta".

Il carrello e gli utensili - Esecuzione del taglio Il carrello è l'interfaccia dinamica che facilita il movimento. Composto dalla sella e dalla slitta trasversale, percorre il piano del tornio su percorsi lavorati con precisione, spostando l'utensile da taglio lungo gli assi X (verticale / profondità) e Z (orizzontale / lunghezza). L'utensile è alloggiato in una delle due configurazioni principali:
Tipo di torretta: un perno dell'utensile di indicizzazione in grado di contenere più utensili. Ruota per portare il trapano richiesto, la barra di perforazione o l'inserto di tornitura in posizione, consentendo l'elaborazione complessa di parti del tornio CNC a più fasi senza cambi manuali degli utensili.
Tipo di gruppo: gli utensili sono montati in una disposizione lineare sulla slitta trasversale. Ciò consente un'indicizzazione rapida ed è altamente efficace per la produzione ad alta velocità di componenti piccoli e semplici.
Il letto del tornio e la trave verticale - Integrità strutturaleIl letto del tornio è la piastra di fondazione fusa e trattata termicamente che supporta la paletta, la contropunta e il carrello. La sua massa e rigidità assorbono le immense forze e vibrazioni della lavorazione, garantendo precisione geometrica nel corso degli anni di servizio. Alcuni progetti avanzati incorporano una configurazione della trave verticale per ridurre al minimo l'accumulo di trucioli (trucioli) sulle guide, un fattore critico per mantenere la precisione a lungo termine in ambienti automatizzati.
Il pannello di controllo CNC - Il cervello digitaleQuesto è il centro di comando per l'elaborazione delle parti del tornio CNC. Interpreta i dati del modello CAD 3D e visualizza la simulazione del percorso utensile. Gli operatori utilizzano questa interfaccia per eseguire tirature a secco, regolare le velocità di avanzamento e monitorare i carichi del mandrino, garantendo l'esecuzione del flusso di lavoro automatizzato con precisione impeccabile.
Un tornio CNC è molto più di una semplice macchina di tornitura; è una piattaforma multifunzionale in grado di eseguire una vasta gamma di operazioni, spesso eliminando la necessità di apparecchiature secondarie.
OperazioneLavorazione DescriptionTurningRemoval di grandi volumi di materiale dal diametro esterno per ridurre il diametro. Ideale per la sgrossatura di alberi. FacingCreazione di una superficie piana e liscia all'estremità del pezzo spostando l'utensile perpendicolarmente all'asse. ThreadingTaglio di filettature esterne o interne precise (tramite maschiatura) di passo e lunghezza specifici.Scanalatura / partizioneTaglio di canali stretti o taglio completo del pezzo finito dal magazzino della bara.Drilling & BoringCreazione di fori iniziali con una punta da trapano; Boring ingrandisce o termina quel foro con tolleranze ID esatte con passaggi o conti.ReamingUn processo di finitura eseguito dopo la foratura per ottenere un diametro altamente accurato e una finitura interna simile a specchio.KnurlingCreazione di un modello strutturato (linee seghettate) sulla superficie per un aspetto estetico o visivoso.Smussatura Rimozione smussatura di smussatura. In EMAR, serviamo clienti OEM e integratori di sistemi che richiedono componenti di dimensioni variabili, da delicati strumenti chirurgici a robusti raccordi per petrolio e gas.
Aerospaziale: componenti di precisione come perni del carrello di atterraggio, boccole e dischi del motore che richiedono tolleranze estreme e integrità della superficie.
Automotive: produzione di grandi volumi di ingranaggi, alberi, pulegge e rotori dei freni.
Medicale: Geometrie complesse per viti ossee, impianti e strumenti chirurgici in acciaio inossidabile.
Elettronica e idraulica: raccordi di precisione, connettori e corpi valvola.
Tornio CNC vs. Tornio manuale: un investimento strategico nella lavorazione Per i responsabili degli acquisti che valutano il costo per pezzo, la distinzione tra lavorazione CNC e lavorazione manuale è netta. Mentre i torni manuali offrono flessibilità per riparazioni e prototipi una tantum (con tempi di impostazione di 30-60 minuti), sono dipendenti dall'operatore con tolleranze spesso limitate a 0,01 mm. La lavorazione delle parti del tornio CNC, al contrario, offre:
Ripetibilità: parti identiche prodotte in migliaia di cicli senza deviazioni.
Produttività: 3-5 volte più veloce per geometrie complesse, con capacità di funzionamento 24 / 7 e supervisione da parte di un singolo operatore di più celle.
Efficienza del lavoro: Riduzione del costo del lavoro per unità e riduzione al minimo degli scarti di materiale attraverso percorsi utensile ottimizzati.
Funzionalità avanzate: lavorazione del tornio CNC multiasseOltre alla tornitura standard a 2 assi (X e Z), EMAR sfrutta macchine multiasse avanzate. I torni di fresatura a 3 assi, 4 assi e 5 assi incorporano il movimento dell'asse Y e gli utensili dal vivo. Ciò consente la foratura decentrata, la fresatura di piani e il contorno complesso su un pezzo tornito in un set-up singolare. Anche le macchine ibride a 9 assi sono distribuite per un'estrema complessità, combinando la tornitura tradizionale con la fresatura completa a 5 assi per eliminare gli errori cumulativi di fissaggio.

ConclusionOptimizing La vostra catena di fornitura inizia con la comprensione delle capacità di lavorazione delle parti del tornio CNC. Dal robusto mandrino al carrello di precisione al micron, ogni componente della macchina contribuisce all'integrità finale del pezzo lavorato. In EMAR, combiniamo questa architettura meccanica avanzata con una programmazione esperta e flussi di lavoro automatizzati per fornire componenti che soddisfano gli standard globali più rigorosi.
Stai cercando di migliorare la precisione e la coerenza dei tuoi componenti torniti? Contatta il team EMAR oggi stesso per discutere di come le nostre soluzioni avanzate di tornio CNC possono semplificare la tua linea di produzione e ridurre il costo per pezzo.
Telefono di contatto: + 86 18664342076 Email: sales8@sjt-ic.com Trasformiamo i vostri disegni in realtà con precisione senza pari.









