

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

L'industria automobilistica si trova a un bivio tecnologico fondamentale poiché l'elettrificazione spinge le esigenze di produzione oltre i limiti di produzione convenzionali. I veicoli moderni richiedono migliaia di componenti stampati con precisione che vanno dai complessi alloggiamenti delle batterie alle sottili linee di contorno dei pannelli delle porte e delle griglie. Poiché questa complessità si intensifica, gli utensili che modellano questi componenti non sono mai stati più critici. Per i produttori che navigano in queste aspettative accresciute, la lavorazione CNC per stampi automobilistici è diventata indispensabile, trasformando il modo in cui gli strumenti di produzione più critici del mondo sono progettati, realizzati e ottimizzati.

Il mercato degli stampi per autoveicoli sta vivendo una significativa espansione in risposta a queste richieste. Analisi recenti indicano che il mercato degli stampi per autoveicoli è cresciuto da 46,64 miliardi di dollari nel 2025 a 49,44 miliardi di dollari nel 2026, con proiezioni che mostrano una crescita continua a un CAGR del 6,70% per raggiungere 73,46 miliardi di dollari entro il 2032. Questa crescita è ulteriormente supportata dal più ampio mercato di stampi e stampi, valutato a 37,6 miliardi di dollari nel 2025 e destinato a raggiungere 57,3 miliardi di dollari entro il 2035 con un CAGR del 4,79%. Gran parte di questa espansione è alimentata dalla rapida elettrificazione del settore automobilistico, con una domanda di stampi per veicoli elettrici in aumento del 33% mentre i produttori corrono per sviluppare piattaforme leggere ed efficienti. Infatti, oltre il 48% dei componenti automobilistici ora si affida a utensili ad alte prestazioni per lo stampaggio di metalli stampaggio o lo stampaggio a iniezione di plastica, sottolineando quanto sia essenziale per lo stampaggio.
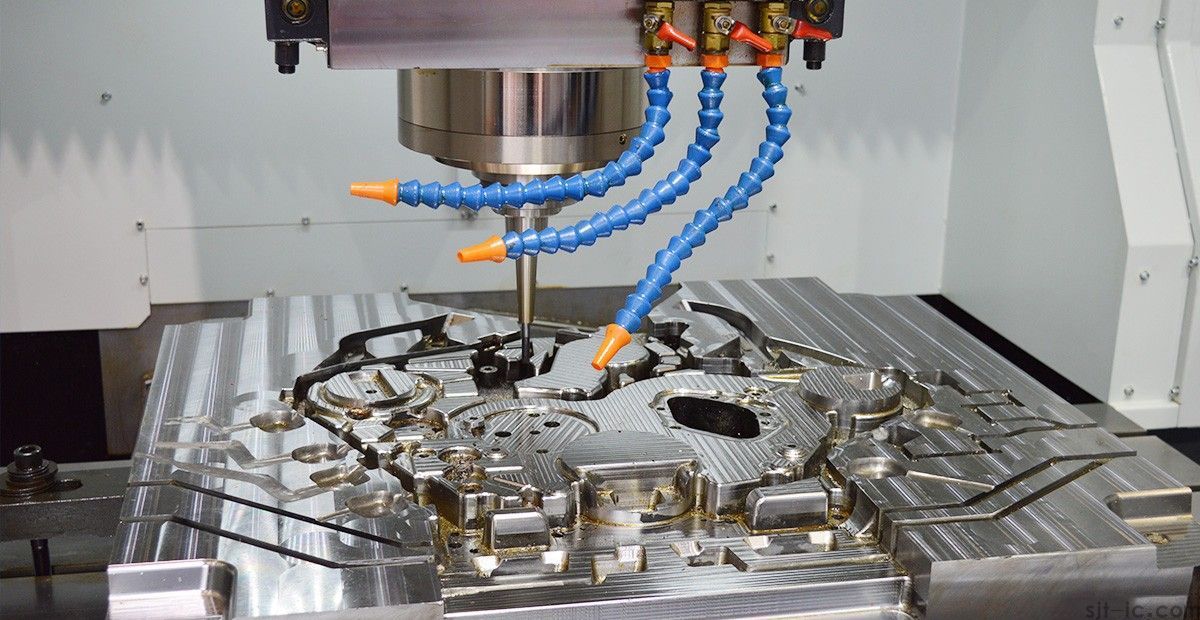
Il ruolo critico della lavorazione CNC nella produzione di stampi automobilistici Al centro della moderna produzione di utensili c'è la precisione. La produzione di stampi automobilistici richiede un'eccezionale precisione, durata ed efficienza per soddisfare i rigorosi standard del settore. La produzione di complesse geometrie di cavità, intricati disegni di canali di raffreddamento e finiture superficiali a specchio si basano su servizi di lavorazione CNC avanzati. A differenza dei tradizionali processi manuali o dei metodi di precisione inferiore, la lavorazione CNC offre una combinazione incomparabile di velocità, ripetibilità e controllo della tolleranza.
Uno dei principali vantaggi dell'utilizzo del CNC per stampi automobilistici è la capacità di ottenere una precisione a livello di micron in una singola configurazione. I moderni centri di lavoro CNC ad alta precisione raggiungono abitualmente una precisione posizionale di 0,002 mm, con rugosità superficiale controllata a Ra 0,4 μm. Molti fornitori di servizi di lavorazione CNC a livello globale ora configurano le loro operazioni di lavorazione attorno al raggiungimento di questi ristretti intervalli di tolleranza, utilizzando attrezzature avanzate come sistemi di mandrini ad alta velocità e design proprietari di stabilità termica. Questa precisione è fondamentale per le applicazioni automobilistiche: uno stampo lavorato male si traduce direttamente in parti in plastica o metallo difettose, causando problemi di assemblaggio, scarti di qualità e costosi tempi di fermo della produzione.
Lavorazione a cinque assi: sblocco di complesse geometrie di stampi automobilisticiMentre i sistemi CNC a tre assi sono stati a lungo il cavallo di battaglia del settore, le complesse superfici che si trovano nei moderni cruscotti, nelle lenti dei fari e nei componenti del volante richiedono le funzionalità avanzate della lavorazione a cinque assi. Aggiungendo due assi rotanti ai tradizionali tre assi lineari, la lavorazione a cinque assi consente agli utensili da taglio di avvicinarsi al pezzo da qualsiasi angolazione, fondamentale per ottenere sottosquadri complessi, cavità profonde e superfici di flusso lisce in un'unica configurazione. Questo approccio sofisticato riduce la necessità di più dispositivi e interventi manuali, riducendo significativamente i tempi di consegna e migliorando la coerenza dimensionale. Molti negozi di stampi lungimiranti hanno accelerato l'adozione di questi sistemi, riconoscendo che il collegamento a cinque assi è diventato un fattore decisivo nella sicurezza di complessi progetti di stampi automobilistici.
Il CNC a cinque assi svolge anche un ruolo fondamentale nelle operazioni ad alta velocità e ad alta efficienza. Questi sistemi sono particolarmente adatti per complesse applicazioni di superficie nell'illuminazione automobilistica e nei componenti della griglia, dove la finitura superficiale e la precisione geometrica non sono negoziabili. Con l'ottimizzazione dinamica del percorso utensile resa possibile dal software CAM avanzato, la lavorazione a cinque assi può ridurre la corsa dell'utensile vuoto e aumentare l'efficienza complessiva di oltre il 20% mantenendo il controllo della tolleranza entro 0,005 mm. Che si tratti di un grande stampo per paraurti o di una cavità del connettore di precisione, la tecnologia CNC a cinque assi offre la combinazione di velocità e raffinatezza che la moderna produzione automobilistica richiede.
Selezione dei materiali e strategie di attrezzaggio per stampi automobilistici durevoli La scelta del materiale dello stampo influisce direttamente sulla durata dell'utensile, sulla stabilità termica e sulla resistenza all'usura e alla corrosione. Per le applicazioni automobilistiche che operano a calore elevato e cicli meccanici ripetuti, selezionare il grado di acciaio appropriato non è una decisione unica.
Gli acciai pretemprati come P20 o 718H, che offrono un equilibrio auspicabile di durezza (30-36 HRC) e facilità di lavorazione, sono ampiamente utilizzati per applicazioni di stampi a iniezione di plastica di volume moderato. Mantengono la stabilità dimensionale durante ripetuti cicli di riscaldamento e raffreddamento, riducendo al minimo il rischio di deformazioni o cricche premature nel tempo. Per gli scenari di produzione ad alto volume in cui è fondamentale una maggiore durata dello stampo, gli acciai per utensili per la lavorazione a caldo diventano il materiale di scelta. L'acciaio per utensili H13, con la sua capacità di resistere a temperature operative continue fino a 650 ° C e durezza nell'intervallo 42-48 HRC, è specificamente progettato per applicazioni di pressofusione e stampaggio ad iniezione ad alta temperatura che si trovano in tutta la catena di fornitura automobilistica. I principali impianti di produzione richiedono sempre più nuclei H13 per lo stampaggio di staffe altre applicazioni strutturali, dove questo materiale è documentato per estendere la vita dello stampo fino al 30%. Inoltre, le opzioni in acciaio inossidabile come S136 trovano la loro nicchia in componenti di rivestimento interno lucidi che richiedono finiture di qualità a specchio e una forte resistenza alla corrosione.
Altrettanto importante per la selezione dei materiali è la strategia di lavorazione degli utensili impiegata durante tutto il ciclo di produzione. Nelle operazioni di lavorazione ad alta velocità (HSM), gli utensili da taglio in metallo duro che operano a velocità superiori a 20.000 giri / min possono ottenere finiture superficiali di qualità a specchio che riducono significativamente o eliminano la necessità di lucidatura manuale che richiede tempo. I team di produzione che implementano procedure di sgrossatura, semi-finitura e finitura a più stadi ottengono non solo una maggiore produttività ma anche una riduzione dello stress residuo all'interno della struttura dello stampo. La selezione completa dei materiali e l'impiego di utensili di precisione riducono in definitiva il costo totale di proprietà dello stampo estendendo gli intervalli di manutenzione e riducendo i costi di produzione unitari per tutta la durata utile dello stampo.
Integrazione avanzata dei processi: precisione, sostenibilità ed efficienzaOltre al taglio dell'utensile, ottenere una lavorazione CNC di livello mondiale per stampi automobilistici richiede una visione olistica dell'integrazione dei processi. Molte strutture avanzate ora implementano una combinazione di fresatura CNC insieme a tecnologie complementari come la lavorazione a scarica elettrica (EDM) e il taglio del filo per gestire le caratteristiche più impegnative. L'EDM rimane essenziale per la lavorazione di materiali ad alta durezza e la creazione di trame ultra-fini - come le venature di pelle sintetica per le finiture interne - che gli strumenti CNC da soli non possono replicare. Questo approccio integrato assicura che ogni sfumatura del design dello stampo sia fedelmente riprodotta nell'utensile finale.
L'efficienza di raffreddamento è un altro fattore cruciale nelle prestazioni dello stampo. I canali di raffreddamento conformi - canali d'acqua interni precisi che seguono il contorno esatto della cavità dello stampo - possono essere fabbricati utilizzando tecniche avanzate di perforazione CNC ed EDM. Questi canali ottimizzati migliorano la dissipazione del calore e hanno dimostrato di ridurre i tempi del ciclo di stampaggio a iniezione fino al 30%, riducendo i costi di produzione per unità e migliorando la produttività complessiva. Inoltre, l'ecosistema di produzione più ampio si sta spostando verso operazioni più ecologiche. Le apparecchiature CNC di nuova generazione sono progettate per ridurre il consumo energetico del 25% e l'utilizzo del fluido di taglio del 40%, mentre la tecnologia digital twin ora riduce i costi di taglio di prova fino al 60%. Questi progressi riducono collettivamente il tempo dalla progettazione dello stampo ai componenti pronti per il mercato, offrendo ai produttori automobilistici un vantaggio competitivo cruciale.
Tolleranze specifiche del settore e garanzia di qualitàLa precisione nella produzione di stampi non riguarda solo il raggiungimento di piccoli numeri in condizioni ideali, ma riguarda il mantenimento di tali tolleranze in modo coerente in geometrie e ambienti di produzione complessi. Le certificazioni di settore come IATF 16949 stabiliscono le aspettative di prestazioni di base per le apparecchiature di produzione automobilistica, specificando tolleranze posizionali di 0,025 mm per componenti come gli alloggiamenti della trasmissione. In molti impianti di stampi ad alte prestazioni, tuttavia, le tolleranze sulla macchina sono sostanzialmente più strette rispetto alle specifiche minime del settore.
La garanzia della qualità si estende ben oltre la fase iniziale di lavorazione. I sistemi completi di controllo della qualità integrano macchine di misura a coordinate (CMM) avanzate che verificano tutte le dimensioni critiche dello stampo rispetto al modello CAD originale con ripetibilità misurata in incrementi di micron a una cifra. Le metodologie di ispezione in-process rilevano le deviazioni all'inizio del ciclo di produzione, mentre il monitoraggio in tempo reale abilitato all'IoT traccia la pressione di iniezione, la temperatura e le velocità di raffreddamento durante le prove dello stampo per ottimizzare dinamicamente i parametri di processo e prevedere la formazione di difetti come linee di saldatura o deformazioni. Le organizzazioni che investono in rigorose verifiche post-processo e nella raccolta di dati digitali non solo soddisfano i mandati dei fornitori automobilistici, ma riducono anche sostanzialmente il rischio di costose rilavorazioni dello stampo e ritardano l'avvio della produzione.
Il panorama della produzione di stampi per autoveicoli continua ad evolversi a un ritmo accelerato. La tendenza più impattante che modella l'industria di oggi è l'adozione diffusa di fabbriche intelligenti e interconnesse. Le previsioni prevedono che oltre il 45% delle apparecchiature CNC a livello globale sarà collegato a IIoT nel 2026, con l'integrazione della connettività 5G e dei sistemi di controllo CNC che producono un aumento medio del 22% dell'efficacia complessiva delle apparecchiature. I moduli di edge computing integrati direttamente nei controller CNC riducono la latenza dell'elaborazione dei dati a meno di 10 millisecondi, consentendo il monitoraggio dell'usura degli utensili in tempo reale, le regolazioni adattive della velocità di alimentazione e il rilevamento proattivo delle anomalie in tutte le flotte di produzione.
Anche gli approcci di produzione ibrida stanno guadagnando terreno. L'integrazione della stampa 3D in metallo con la finitura CNC sottrattiva consente ai fornitori di utensili di fabbricare inserti di stampi complessi con canali di raffreddamento conformi interni che sarebbero impossibili da produrre con la sola lavorazione. Questa metodologia ibrida accorcia drasticamente i cicli di prova dello stampo e sblocca nuove possibilità di alleggerimento e gestione termica nelle applicazioni automobilistiche. Gli strumenti e le linee di produzione non sono più semplicemente pezzi di apparecchiature: sono risorse che generano dati che informano e migliorano l'intero flusso di lavoro di produzione.
Comprendendo che le esigenze dei clienti variano ampiamente, EMAR si è affermata come partner strategico per i produttori che navigano in questo complesso panorama. Con una profonda esperienza nella produzione di precisione e l'accesso a CNC avanzato, EDM e apparecchiature di rettifica, EMAR lavora con i clienti per selezionare i gradi di materiale ottimali, progettare strategie di raffreddamento conformi e implementare rigorosi protocolli di ispezione che soddisfino gli standard IATF 16949 e ISO. Durante tutto il ciclo di vita di ogni progetto, il team tecnico EMAR rimane concentrato sulla fornitura di soluzioni di stampi ripetibili e di alta qualità che riducano i tempi di ciclo ed estendano la longevità degli utensili.
ConclusioneLa produzione di stampi per autoveicoli richiede molto più del semplice taglio sottrattivo. Richiede una miscela armoniosa di tecnologie avanzate di lavorazione CNC, profonda scienza dei materiali, integrazione dei processi e garanzia della qualità basata sui dati. Man mano che l'industria automobilistica globale accelera la sua transizione verso veicoli più complessi e più performanti, le richieste di utensili per stampi non faranno che intensificarsi.
Dalla complessa fresatura superficiale a cinque assi alla selezione strategica di acciai per utensili H13, P20 e inossidabili, il percorso dalla billetta di acciaio grezzo agli utensili pronti per la produzione è complesso ma sempre più semplificato attraverso automazione avanzata e sistemi di produzione intelligenti. Per i produttori che mirano a ridurre i tempi di consegna, migliorare la qualità dei pezzi e garantire la sicurezza della catena di approvvigionamento, è essenziale collaborare con un fornitore esperto e focalizzato sulla precisione.
Contattate EMAR oggi stesso per discutere le vostre esigenze di stampi per autoveicoli. Il nostro team di ingegneri è pronto ad assistervi con la selezione dei materiali, la pianificazione dei processi e la lavorazione CNC ad alta precisione su misura per le vostre specifiche esatte.
Telefono: + 86 18664342076Email: sales8@sjt-ic.com










