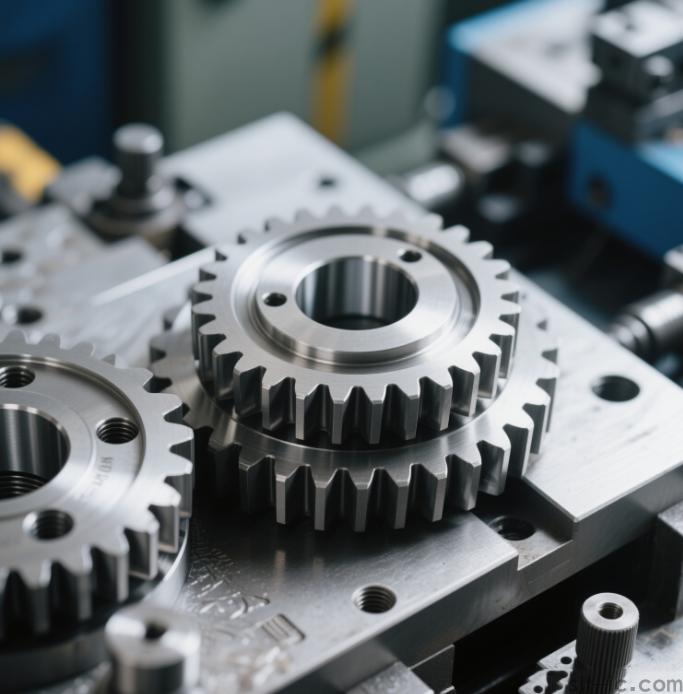
《CNCギア加工プロセスの手順》
要するに、それは4つのステップに従います:粗加工仕上げ加工熱処理研磨!
1.まず、旋盤を使用してギアブランクの粗い輪郭をフライス加工(粗加工)し、少量の加工余裕を残します。
2.その後、仕上げフライスカッターを使用して歯形を洗練し、噛み合わせの精度を確保します。
3.焼入れなどの熱処理を行い、硬度を高めます。
4.最後に、表面の粗さを減らすために研磨を行います。
ヒント:薄肉歯車の場合、外側の歯を磨く前にまず内側の穴を加工してください。そうしないと、工具の振動や歯の欠けが起こりやすくなります!
CNC加工ギアの価格はいくらですか?
材料、精度、生産量によってコストが決まります!
-単一の普通の鋼鉄ギヤは通常200-500 RMBを要し、単価は大量生産のための100 RMB以下に減らすことができます。
-高精度のヘリカルギアは、5軸CNCマシンが必要なため、1つあたり1,000元以上かかる場合があります。
例えば、モジュラスが2で公差が0.0 5 mmのスチールギアの場合、100個のバッチの単価は約120元です。表面窒化処理を追加すると、さらに20%のコストがかかります。
少量生産の場合、3 D印刷はより費用対効果が高く、CNC加工は大量生産に適しています!
「小型ギア用のCNC加工パラメーター」
-紡錘の回転数: 300 0-5000 rpm
・送り速度: 0.1 mm/歯
小口径歯車(例:モジュラス<1)の場合、歯の押し出しを避けるために小径フライスカッターを使用してください。推奨パラメータは以下の通りです:
・粗加工:回転数=3000 rpm、送り速度=0.15 mm/歯、切削深さ=0.5 mm
・仕上げ加工:速度=5000 rpm、送り速度=0.0 5 mm/歯、切削深さ=0.1 mm
キーポイント:切削液の十分な供給を確保してください。さもないと、工具はすぐに摩耗し、歯の表面仕上げに影響を与えます!
《CNCギア加工の精密制御》
ツールの補償と機械のキャリブレーションが核心です!精度の問題は通常、以下の理由から発生します:
1.工具の摩耗: 20個の加工物ごとに刃先を点検してください。
2.緩いクランプ:油圧クランプは機械式クランプよりも安定性を提供します。
3.熱変形:機械加工中に途中で冷却するために機械を10分間停止します。
個人的なテスト結果:レーザーキャリブレータを使用して機械の位置決め精度を定期的に測定し、公差を0.0 1 mm以内に直接減らすことができます!
【焼入れ歯車のCNC加工に関する注意事項】
焼入れ後、仕上げ加工の前に焼鈍を行う必要があります!直接フライス加工は、歯の割れを引き起こすだけでなく、深刻な工具欠け(認識できないほど)につながります。
正しい順序は次のとおりです。粗加工焼入れアニール仕上げ加工二次研磨。
油性の切削油を使用してください。水性の切削油は焼入れ層を脆くする傾向があります。また、薄い歯車の場合は、まず応力緩和(例:時効処理)を行ってください。そうしないと、変形が非常に激しくなり、イライラします!
パーソナル・インサイト
歯車のCNC加工は本当に効率的ですが、初心者はしばしば間違いを犯します。例えば、パラメータをランダムに設定して、紙やすりのように歯面が粗くなるなどです。
実際には、ユーザーのニーズを特定するために長尾キーワードにより注意を払うこと(「CNCギア加工ツールの破損に対する対策」など)は、正確なトラフィックをもたらし、ランキングを上げやすくすることができます。次回プログラミングする前に、ユーザーがどのように質問するかを検索してください。それは間違いなくあなたの考えを広げるでしょう! ✨
必要に応じて、私はあなたが国境を越えたコミュニケーションや文書の読書で参照しやすくするために、コアCNCギア加工用語の英語と中国語の比較表を整理するのを手伝うことができます。
 Japanese
Japanese » »
» »
 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque