English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque


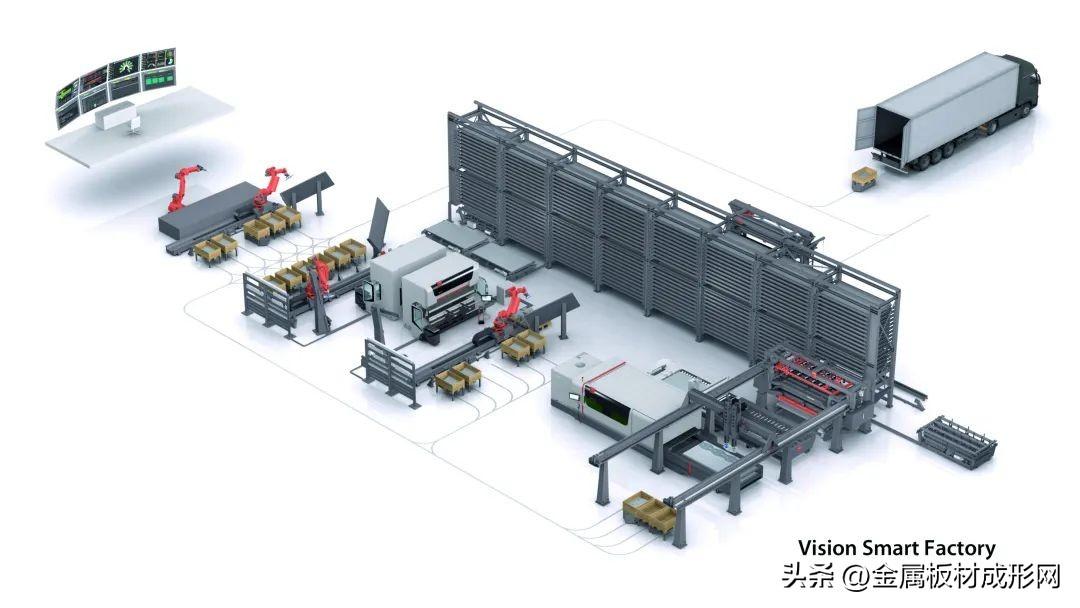
シャーシキャビネットの板金加工は、切断、折り曲げ、溶接から表面処理、組み立てなど多くのステップを含む、さまざまな異なる製造方法を使用して板金を所望の形状に成形するプロセスです。通常、キャビネットキャビネットの板金から金属製品までのプロセスは製図から始まり、製図が完了したら板金製造プロセスを経て、さまざまな部品を作成します。
レーザ切断
レーザー切断はシャーシキャビネットの板材を切断する第一選択であり、これは非常に迅速で正確な切断方法であり、金型に制限されず、図1.5 mmの板材のように、平らで滑らかなバリのない切断を行うことができます。
ディジタル塔プレス
プレスは板金業界で穴を切る別の方法であり、金属パンチを利用して板材に穴を開けることは、大規模な生産に適しており、丸穴、多孔質などの規則的な形状に遭遇すると、NCタレットプレスは金型プレスを使用して迅速に実現することができる。
ベンド
ベンドの複雑さのため、シャーシキャビネットの板金加工金属の製造において最も困難なステップである可能性があり、エンジニアは金属のベンドプロパティに精通している必要があります。
ようせつ
溶接技術は製品の生産性質、図面と技術要求に基づいて、既存の条件を結合して、切断、折り曲げた板金部品を箱体に溶接する。

スプレー成形(表面処理)
溶接成形された箱体は、試装を行った後、スプレー工場に順序を変えて粉末スプレー成形を行った。粉末射出成形は静電粉末塗料をワークに塗布し、静電作用の下で、粉末はワークの表面に均一に吸着し、高温焼成を経て最終的なコーティングを形成する。
射出成形後の製品表面の防塵防水は、付着力、耐食性、耐老化などの面で塗装技術に優れ、屋外の様々な劣悪な環境に適している。特に必要がない場合は、表面処理方法が優先です。
印刷いんさつ
一部のシャーシキャビネットは、射出成形が完了すると組み立てに直接順序を変更しますが、LOGOや図案を印刷する必要があるものもあり、印刷室に順序を変更して印刷する必要があります。
UVタブレットプリンターは工業プリンターの中でダークホースと言え、伝統的なシルク印刷技術に比べて、その機能は非常に強大である:レイアウトする必要がなく、異なる大きさの印刷に適応でき、一次成形、図案が美しく、日焼け止め防水、最も重要なのは環境保護で異臭がないことである。
数値制御ディスペンサー
デジタル制御ディスペンサーは伝統的な人工テープと比べて、接着がしっかりしており、表面が滑らかで美しく、一次成形に継ぎ目がなく、接着力が強く、弾性がよく、防水防塵がある。
くみたて
キャビネットキャビネットの最終段階は組み立てです。すべての板金は準備ができているので、組み立てるといいでしょう。