

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

まず、深セン力達精工工場を例にして、一般的に私たちの生産プロセスは主に16のステップがあり、下図のようになっています。
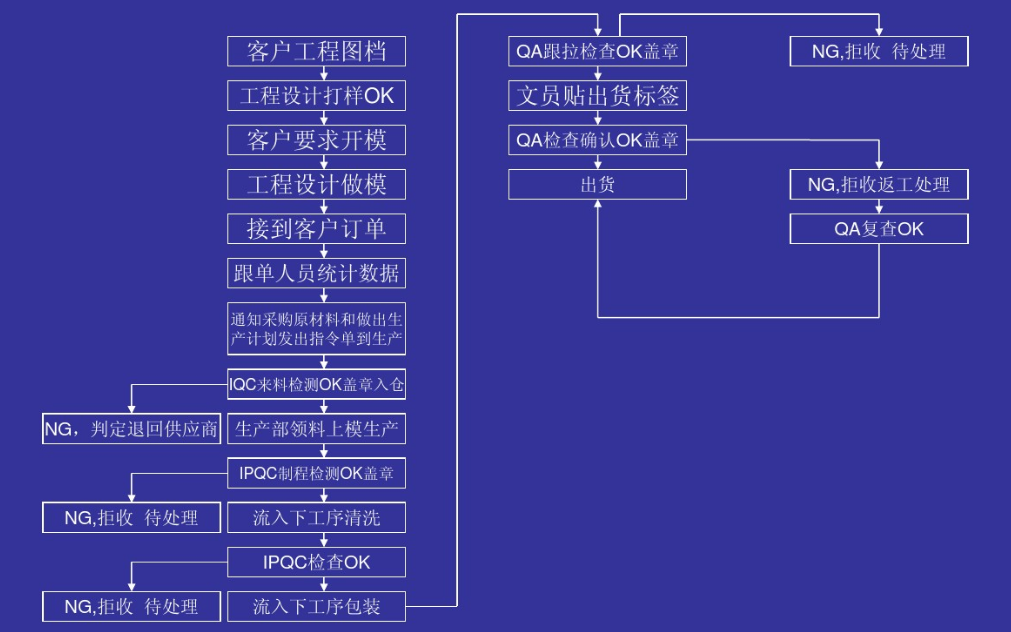
私たちの主な仕事の重点は:
一、生産計画:発注を受けた後、直ちに工場内の原材料、完成品などの在庫状況を確認する;技術図面、BOMが所定の位置にあるかどうか、材料が適時、適時、時間通りに到着できるかどうか、生産計画を手配し、生産指示書を作成して生産部に送る。

二、来料検査:源の品質を確保するために、1巻の原材料を1メートル程度サンプリングして以下の検査を行わなければならない。サンプルを目視と照合することにより、材料の材質が一致しているかどうかを検査し、材料の表面が酸化、汚れ、乱雑などの外観不良であるかどうかを検査する。材料の厚さ、規格が基準に合っているかどうかをマイクロメーターで測定する。各巻サンプリングはリフロー溶接によって材料の耐高温性を測定する(高温テストを行った後、表面に変形、色差、酸化などの不良があるかどうか)

三、生産部門は生産指令書を受け取ってから生産する:指令書の要求に従って材料を受け取る、材料を金型内に送り、プレス圧力の何回かの折り曲げ裁断により、材料を金型の意図した設計方向に変形させ、ワークを成形する。最初の部品は検査指導書のすべての検査項目に基づいて検査判定を行い、最初の部品テンプレート署名を残して確認してから機械を起動して生産することができる。生産中、電源を入れるには指サックを装着して作業しなければならず、常に自己検査を行い、不良が発見されたら直ちに停止して改善を要求しなければならない。

四、洗浄水:少なくとも2回の洗浄過程。洗浄待ちエリアの作業を取り出してメッシュ容器に入れ、超音波内に入れて炭化水素で10分間洗浄し、ワーク表面の油汚れをきれいに洗浄した。取り出した後、二次炭化水素洗浄槽に入れて再び5分間洗浄し、表面に残った汚水を洗浄した。再度取り出した後、ワークを洗浄槽に3〜5分間置き、炭化水素を濾過乾燥した。洗浄中、定期的に3時間に1回洗浄剤を交換し、洗浄効果を保証します。その後、ワークを広げて10分ほど風乾設備に置き、ワークを完全に風乾させる。その後、ワークをトランスファーボックスに入れます。

五、包装:包装作業の全過程で指カバーを装着し、適時に交換し、皮膚とワークとの直接接触を避け、指印、汚れ、酸化不良の発生を防止する。包装区のワークは検査指導書検査項目に従って抜き取り検査を行い、誤捺印がないことを確認してからオンライン包装ができる。包装付きワークを包装台に置き、ワークを同じ方向にトレイの材料タンクに入れ、入れる前にワークの表面に明らかな欠陥がないかどうかを自分で検査しなければならない。間違いがないことを確認した後、梱包員は内箱ラベルを貼り、封箱して出荷を待つ。
六、出荷前の確認:従業員は出荷ラベルを貼り、QAから出荷ラベルの材料コードが正しいか、実物と一致しているか、数量が正しいかなどを確認し、間違いがないことを確認した後、出荷ラベルに押印して確認しなければ出荷できない。異常があれば、直ちに拒否と問題のフィードバックを行い、変更と再加工処理を行う必要がある。
エマテクノロジー有限会社は中国をリードする精密金属部品専門メーカーの一つで、2006年に設立され、主にデジタル制御加工品、金属プレス品、板金加工などの業務を請け負っている。










