English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Hai semua! Hai semua! Hari ini, mari kita bercakap tentang pemesinan produk CNC menegak ~ Ramai orang sering menghadapi masalah seperti ketepatan yang tidak stabil dan kecekapan rendah semasa pemesinan kepungan kecil. Apa yang perlu kita lakukan? Terutama bagi pengeluar yang baru dalam industri, bagaimana menggunakan CNC menegak untuk mengendalikan bahagian tersebut? Mari baca!

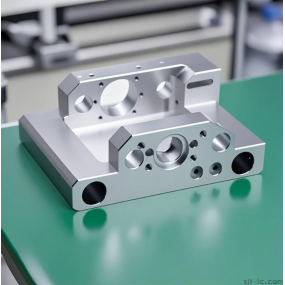
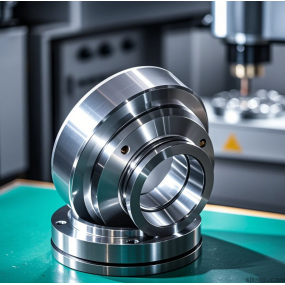
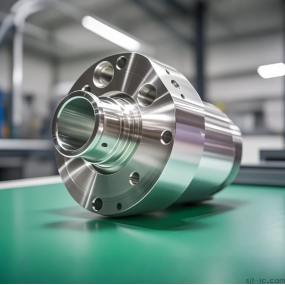
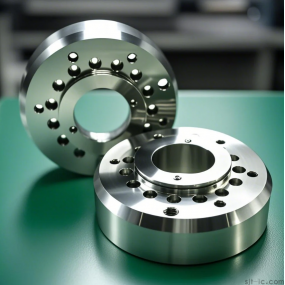
Mengapa Pemesinan Lampiran Kecil Sukar?
Penutup kecil biasanya mempunyai struktur padat, dinding nipis (yang terdedah kepada ubah bentuk), dan memerlukan pemesinan berbilang permukaan. Walaupun CNC menegak sesuai untuk bahagian berbentuk plat, berbentuk cakera, pengapit yang tidak betul atau tetapan parameter yang salah boleh menyebabkan ketepatan hilang dalam sekelip mata! Contohnya, apabila pemesinan penutup aloi aluminium, daya pemotongan yang berlebihan boleh terus membawa kepada tanda getaran pada kawasan berdinding nipis - Saya telah melihat terlalu banyak kes kerja semula!
✅ 5 Petua Praktikal untuk Pemula Menguasai Dengan Cepat
1. Pilih Kaedah Pengapit Yang Tepat * *: Untuk penutup kecil, sebaiknya gunakan jig khusus atau chuck vakum untuk mengurangkan ubah bentuk akibat tekanan. Elakkan terus mengapit kawasan berdinding nipis dengan maksiat!
2. Alat dan Pengoptimuman Parameter * *:
- Gunakan kilang akhir berbilang seruling untuk pemesinan selesai, tingkatkan kelajuan gelendong kepada 8000-12000 RPM, dan kurangkan kadar suapan dengan sewajarnya;
- Untuk pemesinan kasar alur dalam, pemotongan bersalut haus - elakkan pemotongan sepenuhnya sekaligus.
3. Kawalan Suhu adalah Kunci * *: Pastikan bekalan cecair pemotongan mencukupi untuk menutup sepenuhnya kawasan pemesinan! Saya mengesyorkan menggunakan cecair pemotong larut air untuk mengurangkan risiko ubah bentuk haba.
4. Pelarasan Strategi Pengaturcaraan * *:
- Utamakan pengilangan lingkaran dan bukannya pemotongan terjun linear untuk mengurangkan kepekatan tegasan;
- Tambah peralihan arka di kawasan sudut untuk mengelakkan pesongan alat yang disebabkan oleh selekoh tajam.
5. Susulan Pemeriksaan Kualiti Masa Nyata * *: Gunakan mesin pengukur koordinat (CMM) untuk menyemak dimensi utama bahagian pertama dalam setiap kelompok dan mengimbangi ralat tepat pada masanya.
CNC Menegak lwn CNC Mendatar: Perbandingan untuk Pemesinan Lampiran Kecil
| Ciri-ciri | Pemesinan CNC Menegak | Pemesinan CNC Mendatar | | ----------------------- | --------------------------------------- | --------------------------------------- | | Bahagian yang Sesuai | Berbentuk plat, berbentuk cakera, kandang kecil | Kotak besar, bahagian kompleks berbilang permukaan | | Kecekapan Pengapit | Mudah dan cepat, mudah diperhatikan tetapan alat | Memerlukan pelbagai pelarasan, tetapi lebih stabil | | Kawalan Kos | Harga peralatan yang lebih rendah | Kos pelaburan dan penyelenggaraan yang tinggi | | Prestasi Ketepatan | Sehingga 0.01mm (selepas pengoptimuman) | Biasanya lebih stabil, sesuai untuk pengeluaran besar-besaran |
Wawasan Saya: Jangan Abaikan Titik Sakit Tersembunyi Ini!
-Memantau Kehausan Alat * *: Terutamanya apabila pemesinan penutup keluli tahan karat atau aloi titanium, adalah disyorkan untuk memeriksa kehausan alat setiap 20 bahagian - jika tidak, kemasan permukaan akan jatuh dengan mendadak;
-Prinsip Simulasi Perisian Pertama * *: Gunakan perisian CAM untuk meramalkan laluan pemotongan, yang boleh mengurangkan risiko perlanggaran semasa pemesinan sebenar;
-Cadangan untuk Kilang Baharu * *: Mulakan dengan pesanan kumpulan kecil, fokus pada permintaan ekor panjang seperti "pemesinan CNC menegak kandang kecil", dan kembangkan ke bahagian kompleks selepas mengumpul kes projek!
Ambang untuk pemesinan produk CNC menegak sebenarnya tidak tinggi, tetapi melakukannya dengan baik ⛏️ bergantung sepenuhnya pada memperhalusi butiran ~ Semoga petua ini membantu anda!