English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

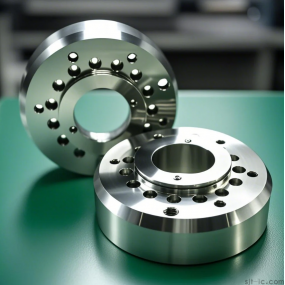
1. Perkara Pemilihan Alat untuk Bahan Kerja Tembaga Kasar
Sesiapa sahaja yang mempunyai pengalaman CNC tahu bahawa peringkat kasar mempunyai kesan yang besar terhadap kecekapan. Apabila mengasari bahan kerja tembaga, cuba elakkan menggunakan alat keluli berkelajuan tinggi (HSS) sebanyak mungkin - ia cepat haus dan anda juga tidak boleh menjalankannya pada kelajuan tinggi. Sebaliknya, pemotong terbang atau alat karbida lebih menjimatkan kos di sini: ia lebih tahan lama dan boleh mengendalikan kedalaman pemotongan yang lebih besar. Ringkasnya, memilih alat yang betul menjadikan kerja lebih mudah dan menjimatkan banyak masa yang dihabiskan untuk perubahan alat!
2. Pemesinan Berlapis Adalah Penting untuk Bahan Kerja Tembaga Tinggi
Apabila berurusan dengan bahan kerja tembaga yang tinggi, jangan cuba memesannya dari atas ke bawah dengan satu alat! Pendekatan yang stabil dan boleh dipercayai ialah pemesinan berlapis - menggunakan alatan dengan panjang yang berbeza untuk menggelapkan bahan kerja secara beransur-ansur. Kaedah ini bukan sahaja menghalang getaran dan perbualan alat tetapi juga memastikan elaun pemesinan seragam untuk setiap lapisan. Itu masuk akal, bukan?
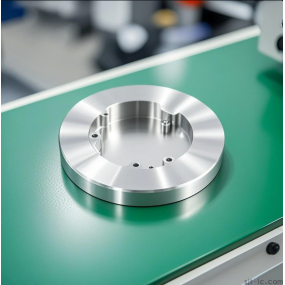
3. Kilang Hujung Rata Adalah Pilihan Pertama untuk Pemesinan Permukaan Rata
Apabila pemesinan permukaan rata, ingat untuk menggunakan kilang hujung rata dan bukannya kilang hujung bola. Kilang hujung rata mempunyai kawasan sentuhan yang lebih besar, yang memastikan pemotongan yang lebih stabil dan kecekapan yang lebih tinggi. Kilang hujung bola, sebaliknya, lebih sesuai untuk pemesinan permukaan melengkung. Dari perspektif editor, ini adalah mengenai "setiap alat melakukan tugasnya sendiri": dengan cara ini, setiap alat memainkan peranan maksimumnya, dan anda juga menjimatkan banyak masa pemesinan!
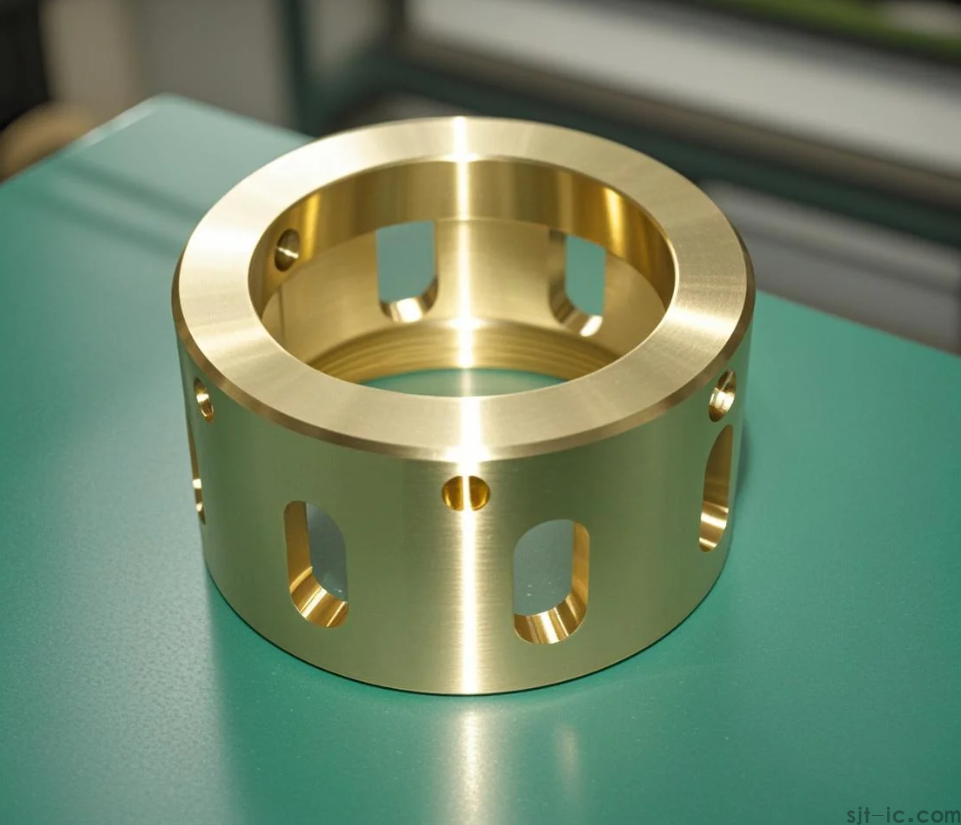
4. Untuk Pembersihan Sudut: Ukur Jejari Dahulu Sebelum Memotong
Pembersihan sudut pada elektrod kuprum adalah tugas yang rumit. Sebelum membersihkan sudut, anda mesti menyemak saiz jejari sudut (jejari R) dahulu. Kemudian, pilih kilang hujung bola dengan saiz yang sesuai berdasarkan jejari ini. Jika anda memilih alat yang terlalu besar, anda tidak akan dapat membersihkan sudut dengan teliti; jika alat itu terlalu kecil, ia akan mudah pecah - membuang masa dan bahan. Jadi, mengambil satu minit tambahan untuk mengukur tidak akan menjadi salah!
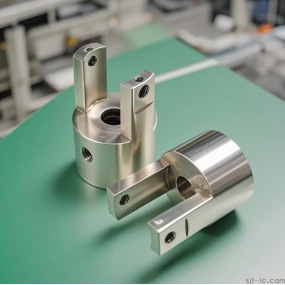
5. Gunakan Alat Tirus dengan Baik untuk Kecekapan Tinggi pada Ciri Tirus
Jika bahan kerja mempunyai tirus integer (cth., beberapa pin kedudukan atau bos silinder dengan tirus), jangan teragak-agak - gunakan alat tirus terus untuk pemesinan. Kaedah ini menawarkan kecekapan tinggi dan ketepatan yang baik, menjimatkan banyak masalah. Editor telah menyedari bahawa sesetengah orang sentiasa cuba melakukan dengan alatan biasa, tetapi ini akhirnya mengambil lebih banyak masa. Mengapa melalui kerumitan itu?
Pandangan dan Cadangan Peribadi:
Pemesinan tembaga CNC menghadapi dua cabaran utama: bahannya lembut dan terdedah kepada lekatan alat. Berikut ialah beberapa petua untuk operasi:
- Kelajuan Spindle dan Kadar Suapan: Tembaga mempunyai kebolehmesinan yang baik, jadi anda boleh meningkatkan kedua-dua kelajuan gelendong dan kadar suapan secara sederhana.
- Tempahan Jurang Percikan: Apabila pemesinan elektrod kuprum, tetapkan jurang percikan (elaun terpelihara) dengan betul. Untuk elektrod kasar, jurang biasanya 0.2-0.5mm; untuk elektrod penamat, ia adalah 0.05-0.15mm.
- Toleransi dan Stepover: Untuk pembungkusan elektrod kuprum, adalah munasabah untuk menetapkan toleransi antara 0.005 - 0.02mm dan stepover antara 0.05 - 0.3mm.
- Penyelenggaraan dan Pemeriksaan: Kekalkan alat mesin secara kerap, dan semak simulasi program dengan teliti sebelum pemesinan untuk mengelakkan perlanggaran berlebihan dan alat.
Ringkasnya, menguasai kaedah ini akan menjadikan pemesinan tembaga CNC dua kali lebih berkesan dengan separuh usaha! Semoga ini membantu anda.
Adakah anda memerlukan saya untuk melaraskan terjemahan istilah teknikal tertentu (seperti mengoptimumkan ungkapan untuk "jurang percikan" atau "stepover" untuk menyelaraskan dengan konvensyen pemesinan CNC antarabangsa) atau mencipta glosari dwibahasa bagi istilah pemesinan tembaga CNC teras untuk rujukan anda?