

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

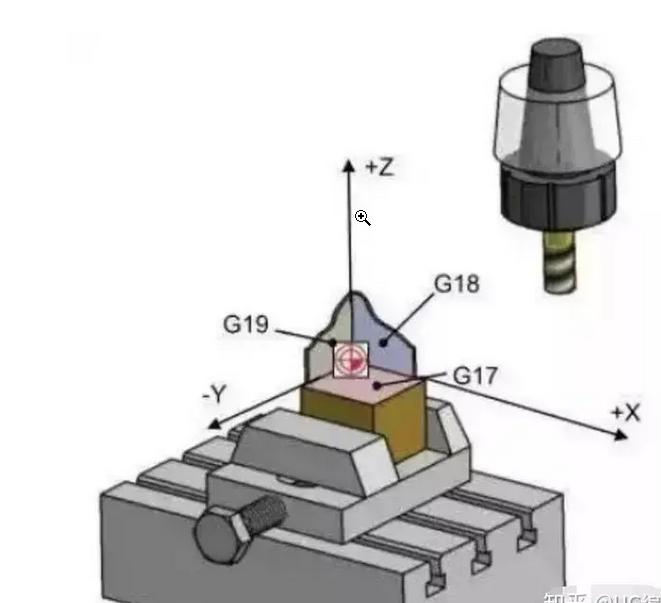
1[UNK] Introduzzjoni għall-Metodi ta’ Programmar: Għodda tal-magna CNC hija tip ta’ għodda tal-magna li tiddependi fuq sistema ta’ kontroll diġitali biex tikkontrolla awtomatikament il-moviment mekkaniku u l-partijiet tal-ipproċessar. Fl-għodod tal-magni CNC, l-istruzzjonijiet tal-programm huma input biex jippermettu lill-magna twettaq operazzjonijiet tal-makkinarju fuq il-biċċa tax-xogħol. Hemm ħafna metodi għall-ipprogrammar tal-għodod tal-magni CNC, iżda l-aktar metodu użat huwa l-metodu tal-ipprogrammar bi tliet assi. Il-kontroll tat-tliet assi jirreferi għall-kontroll tal-pożizzjoni u l-forma tal-biċċa tax-xogħol ipproċessata billi jikkontrolla t-tliet movimenti direzzjonali tas-sodda tal-magna CNC. It-tliet assi huma X, Y, u Z, rispettivament. L-assi X jirrappreżenta d-direzzjoni tal-moviment fuq is-sodda tal-biċċa tax-xogħol, l-assi Y jirrappreżenta d-direzzjonijiet tax-xellug u tal-lemin, u l-assi Z jirrappreżenta d-direzzjonijiet ’l fuq u ’l isfel. 2[UNK] Struzzjonijiet tal-pass tal-ipprogrammar: 1. Operazzjoni ta’ żero Qabel l-ipprogrammar, huwa meħtieġ li titwettaq operazzjoni ta’ żero, li jfisser li l-assi tal-koordinati tal-għodda tal-magna CNC jerġa’ lura għall-istat inizjali tiegħu. 2. Ġeneralment hemm żewġ modi kif tintgħa żel sistema ta’ koordinati għall-għodod tal-magni CNC: sistema ta’ koordinati assoluta u sistema ta’ koordinati relattivi. Is-sistema assoluta ta’ koordinati tikkalkula l-pożizzjoni tal-makkinarju bbażata fuq punt fiss fuq il-bank tax-xogħol tal-għodda tal-makkinarju bħala l-oriġini tal-koordinati. Is-sistema ta’ koordinati relattivi tiddetermina l-oriġini tal-koordinati mal-punt tal-bidu tal-makkinarju bħala l-punt ta’ referenza, u tikkalkula l-pożizzjoni tal-makkinarju bbażata fuq dan. 3. Hemm żewġ metodi ta’ interpolazzjoni li għandhom jintgħażlu: interpolazzjoni lineari u interpolazzjoni ċirkolari, li jintużaw għall-makkinarju ta’ linji dritti u kurvi, rispettivament. Fost dawn, l-interpolazzjoni tal-ark tinkludi żewġ direzzjonijiet: lejn il-lemin u lejn il-lemin. 4. Ikteb programm ibbażat fuq ir-rekwiżiti tal-makkinarju tal-biċċa tax-xogħol. L-ipprogrammar għandu jsegwi l-prinċipju tal-makkinarju ta’ malajr segwit minn bil-mod, gross segwit minn fin, u żgħir segwit minn kbir. 5. Daħħal u ibda l-programm. Daħħal il-programm bil-miktub fl-għodda tal-magna CNC u ibda l-programm. Innota li l-programm irid jiġi pproċessat minn qabel u ċċekkjat qabel ma jinbeda.
3[UNK] Prekawzjonijiet tal-ipprogrammar: 1. L-input tal-programm għandu jagħti attenzjoni għall-korrettezza tal-format u l-istruzzjonijiet tas-sintaks. 2. Meta jiġu kkumpensati l-koordinati u t-tul tal-għodda, jeħtieġ li jiġu stabbiliti skont ir-regolamenti pprovduti mill-manifattur tal-għodda tal-magna. 3. Għall-ipproċessar aktar kumpless, huma meħtieġa qtugħ multiplu ta’ provi biex jiġu ddeterminati l-parametri u l-valuri ta’ kumpens qabel ma jkun jista’ jitqiegħed fil-produzzjoni formali. 4. Matul l-ipproċessar, għandha ssir osservazzjoni biex il-parametri tal-ipproċessar jiġu a ġġustati f’waqthom. 5. Qabel ma jinbeda l-programm, għandhom jittieħdu miżuri ta’ sikurezza u spezzjonijiet biex tiġi żgurata s-sikurezza waqt l-ipproċessar.
Fil-qosor, l-ipprogrammar tal-għodod tal-magni tas-CNC huwa attività teknika importanti li teħtieġ profiċjenza f’ċertu għarfien. Nittama li l-kontenut ta' hawn fuq ikun ta' għajnuna għal kulħadd.








