English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

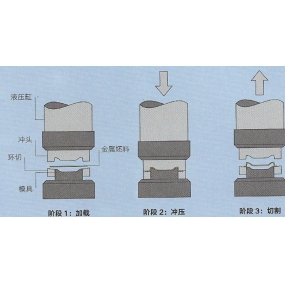
Laten we vandaag kort praten over hoe hardwarestempelfabrieken de ontladingsplaat beschermen en repareren in stempelvormen:
1. De demontage van de losplaat in de metalen stempelvorm kan eerst met twee schroevendraaiers worden gebalanceerd en opgeheven, en dan met beide handen in balans worden gebracht om de kracht te verwijderen. Bij het tegenkomen van moeilijkheden bij demontage, is het noodzakelijk om te controleren of de binnenkant van de vorm schoon is, of alle vergrendelingsschroeven zijn gedemonteerd, en of er schimmelschade is veroorzaakt door materiaal blokkeren.De oorzaak moet zo snel mogelijk worden geïdentificeerd;
2. Bij het lossen van de metalen stempelmatrijs, moeten de pons en de losplaat eerst worden gereinigd, smeerolie moet worden toegevoegd aan de geleidekolom en de pons inlaat, en ze moeten soepel worden geplaatst. Druk ze vervolgens met beide handen op hun plaats en herhaal meerdere keren; Als het te strak is, moet de oorzaak worden geïdentificeerd; Als er drukblokken op de vaste plaat zijn, is het noodzakelijk om te controleren of de materiële diefstal op de ontladingsachterplaat voldoet aan de vereisten. Het materiële contactoppervlak tussen de ontladingsplaat en de concave vorm zal gedurende een lange tijd worden gedrukt om drukmarkeringen te produceren (de kloof tussen de ontladingsplaat en de concave vorm is over het algemeen 0.03-0.05mm minder dan de materiaaldikte). Wanneer de drukmarkeringen ernstig zijn, zal het de beperkende nauwkeurigheid van het materiaal beïnvloeden, waardoor abnormale productgrootte, instabiliteit, enz. Hardwarestempelfabrieken moeten de ontladingsinserts en ontladingsplaten van nul repareren of slijpen.
4. De precisie van de middelhoge huls in de metalen stempelvorm moet worden gecontroleerd. Zijn ongelijke hoogte kan ervoor zorgen dat de ontladingsplaat kantelt, en zijn fijne geleiding en soepele veerpersfunctie zullen worden beschadigd. Het moet ook worden beschermd.
Dit artikel is van EMAR Mold Co., Ltd. Voor meer EMAR gerelateerde informatie, klik op www.sjt-ic.com,