English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

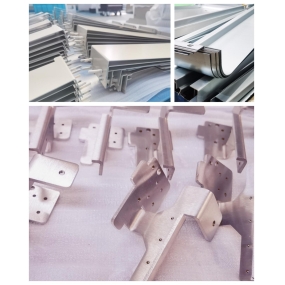
Bøyende deler er den vanligste typen metallstemplingdeler for produsenter av stemplingdeler, men i praksis viser de ofte at formen og størrelsen på de bearbeidede produktene ikke oppfyller tegningsspesifikasjonene. Hvorfor oppfyller ikke formene og størrelsene på stemplede bøyende deler spesifikasjonene i daglig stemplingproduksjon?
1. Stamping dør
Bøyingsstempling er et verktøy for bøyning av stemplingdeler. Vanligvis avhenger formen og størrelsen på bøyningsstemplingdelen av størrelsen på arbeidsdelen av stemplingdøden. Jo finere stemplingdøden er laget, jo finere form og størrelse på bøyningsdelen. I tillegg påvirker presseutstyret og posisjonsutstyret som brukes i stemplingdødens struktur også formen og størrelsen på bøyningsdelen.
2. Materiale, de forskjellige materialene som brukes av stempling deler produsenter vil også påvirke formen og størrelsen på bøyde deler. Dette skyldes hovedsakelig to grunner: på den ene siden, de mekaniske egenskapene til materialet og den ujevne fordelingen av sammensetningen, det samme arket av bøyning stempling deler, på grunn av trykk og rebound verdier er forskjellige, noe som resulterer i feil i form og skala; på den annen side, ujevn tykkelse av materialet vil også gjøre bøyning stempling deler forskjellige i skala og form. 
3. Bøyingsprosess
Når antall trinn for bøyning av stemplede deler øker, vil den kumulative feilen forårsaket av feilene i hvert trinn også øke. I tillegg vil den forskjellige organiseringsrekkefølgen før og etter prosessen også ha stor innvirkning på skalaen. For eksempel, for de bøyde delene med hull, er formen og orienteringen av hullene mye høyere når du slår før bøyning enn når du slår først og deretter bøyer.
4. Prosessdrift, installasjon, justering av stempling dør, og ferdigheter i produksjonsoperasjoner vil alle ha en viss innvirkning. For eksempel vil nøyaktigheten av fôring og påliteligheten av stålplateposisjonering påvirke formen og skalaen på de bøyde delene.
5. Punch
Ved bøying vil forskjellige typer slag, forskjellige tonnasjestørrelser og forskjellige arbeidshastigheter endre størrelsen på bøyningsdelene. I tillegg vil størrelsen på selve slag også ha en viss innvirkning.
6. Selve bøyningsdelen
Formen på den bøyde delen er asymmetrisk, eller dens ytre dimensjoner er store, noe som vil føre til store feil under bøyeprosessen.
Stempling av produsenter kan være oppmerksom på de ovennevnte årsakene i selve driftsprosessen, noe som i stor grad kan unngå feil i bøyningsdeler.
Denne artikkelen er fra EMAR Mold Co., Ltd. For mer EMAR relatert informasjon, vennligst klikk på: www.sjt-ic.com !