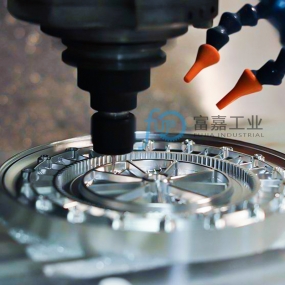
CNC-bearbeidingssenterets mening er som følger: den omvendte feilen (tap av momentum) av lineær bevegelse, inkludert den omvendte døde sonen til drivdelen (som servomotor, servohydraulikk motor og trinnmotor, etc.) på koordinataksen fôr overføringskjeden, den omfattende refleksjonen av feilene som omvendt klaring og elastisk deformasjon av hvert mekanisk bevegelsesoverføringspar. Jo større feil, jo lavere posisjonsnøyaktighet og gjentatt posisjonsnøyaktighet. Deteksjonsmetoden for omvendt feil er å flytte en avstand i fremre eller omvendt retning på forhånd innenfor slaget av den målte koordinataksen og bruke denne stoppposisjonen som en referanse, og deretter gi en viss bevegelseskommandoverdi i samme retning for å flytte en viss avstand, og deretter flytte den samme avstanden i motsatt retning for å måle forskjellen mellom stoppposisjonen og referanseposisjonen. Målinger utføres flere ganger (vanligvis 7 ganger) på tre posisjoner nær midtpunktet av slag og i begge ender, og gjennomsnittsverdien i hver posisjon oppnås. Den maksimale verdien av den resulterende gjennomsnittsverdien er omvendt feilverdi.
Hallo! Velkommen til EMAR-selskapsstedet!
 Norwegian
Norwegian » »
» »
 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque