

 English
English Spanish
Spanish Arabic
Arabic French
French Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

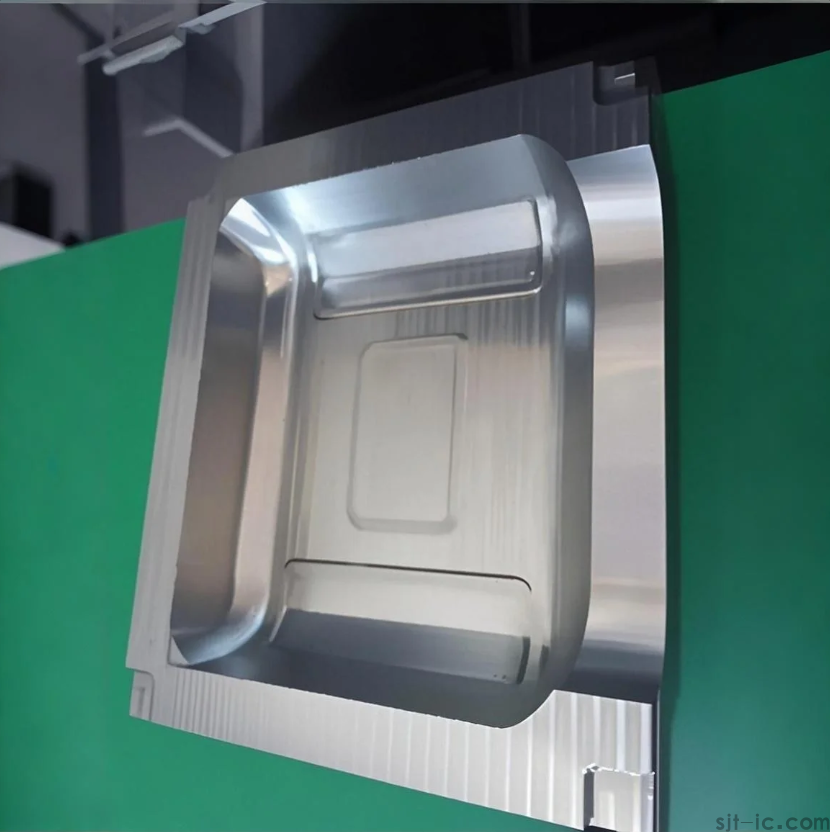
Como fornecedora profissional de serviços de usinagem CNC, a EMAR Company é especializada no fornecimento de moldes de alta precisão com qualidade de superfície excepcional. Este artigo explora as técnicas críticas para obter acabamentos semelhantes a espelhos na usinagem de moldes CNC, abordando uma preocupação importante para gerentes e engenheiros de compras.
1. Seleção de material para acabamento de superfície ideal A fundação de superfícies de molde lisas começa com a seleção adequada do material. Para moldes de alumínio (por exemplo, 6061, 7075), recomendamos o uso de ferramentas de metal duro de micro-grão com flautas polidas. Ao usinar aço endurecido (H13, P20), fresas de topo revestidas de diamante combinadas com resfriamento criogênico produzem resultados superiores. Nossos engenheiros da EMAR sempre conduzem análises de material antes da usinagem para determinar a abordagem ideal.
2. Estratégias de caminho de ferramenta de precisaNosso processo de usinagem CNC implementa estratégias avançadas de caminho de ferramenta, incluindo:
Acabamento paralelo de contorno com passo 5% do diâmetro da ferramenta Fresagem trocoidal para materiais duros Limpeza adaptativa para manter uma carga consistente de cavaco3. Otimização dos parâmetros de corte O equilíbrio perfeito entre velocidade do fuso (15.000-30.000 RPM para alumínio), taxa de avanço (.05-.15mm / dente) e profundidade de corte (.2 mm para acabamento) é crucial. Os técnicos CNC da EMAR ajustam esses parâmetros em tempo real usando sistemas avançados de monitoramento.
4. Técnicas de Pós-ProcessamentoPara superfícies ultra-lisas (Ra <.2 empregamos:>
Polimento de fluxo machiningElectrolytic microabrasivo Texturização de superfície a laser (quando especificado) Na EMAR, combinamos essas abordagens técnicas com medidas de controle de qualidade rigorosas, incluindo interferometria de luz branca para verificação da rugosidade da superfície. Nossa instalação de usinagem CNC com certificação ISO 9001 garante resultados consistentes para aplicações de moldes nas indústrias automotiva, médica e eletrônica de consumo.








