English
English Spanish
Spanish Arabic
Arabic French
French Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

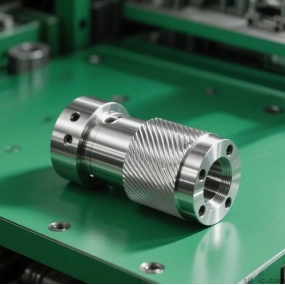
1. MatĂŠrias de SeleĂ § ĂŁo de Ferramentas para Desbaste de PeĂ § as de Cobre
Qualquer pessoa com experiência em CNC sabe que o estágio de desbaste tem um grande impacto na eficiência. Ao desbastar peças de cobre, tente evitar o uso de ferramentas de aço de alta velocidade (HSS) tanto quanto possível - elas se desgastam rapidamente e você também não pode executá-las em altas velocidades. Em vez disso, cortadores de mosca ou ferramentas de metal duro são mais econômicos aqui: eles são mais duráveis e podem lidar com profundidades de corte maiores. Simplificando, escolher a ferramenta certa torna o trabalho mais fácil e economiza muito tempo gasto na troca de ferramentas!
2. A usinagem em camadas é essencial para peças de trabalho de cobre altas
Ao lidar com peças altas de cobre, não tente usiná-las de cima para baixo com uma única ferramenta! A abordagem estável e confiável é a usinagem em camadas usando ferramentas de diferentes comprimentos para desbastar gradualmente a peça de trabalho. Este método não apenas evita a vibração e a vibração da ferramenta, mas também garante uma margem de usinagem uniforme para cada camada. Isso faz sentido, certo?
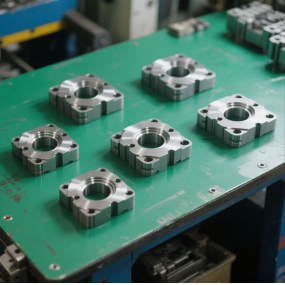
3. As fresas de ponta plana são a primeira escolha para usinagem de superfície plana
Ao usinar superfícies planas, lembre-se de usar fresas de ponta plana em vez de fresas de ponta esférica. As fresas de ponta plana têm uma área de contato maior, o que garante um corte mais estável e uma eficiência muito maior. As fresas de ponta esférica, por outro lado, são mais adequadas para usinagem de superfície curva. Do ponto de vista do editor, trata-se de "cada ferramenta fazendo seu próprio trabalho": dessa forma, cada ferramenta desempenha seu papel máximo e você também economiza muito tempo de usinagem!
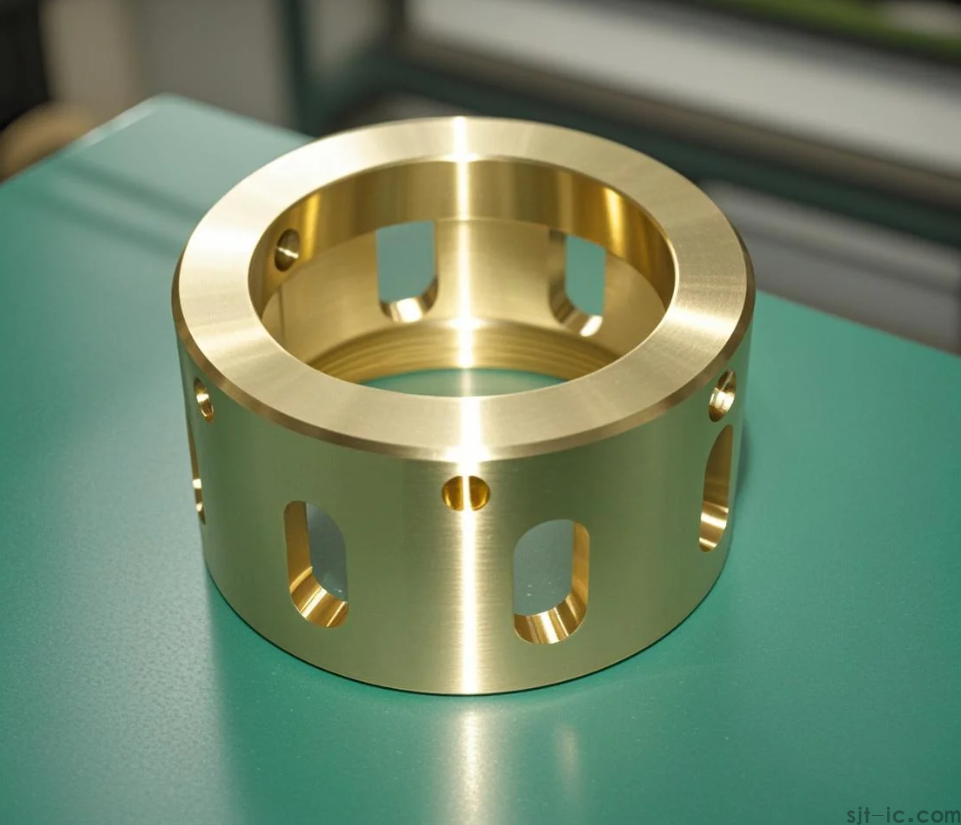
4. Para a limpeza do canto: MeĂ § a o raio primeiro antes de cortar
A limpeza de cantos em eletrodos de cobre é uma tarefa delicada. Antes de limpar os cantos, você deve primeiro verificar o tamanho do raio do canto (raio R). Em seguida, selecione uma fresa de ponta esférica do tamanho apropriado com base neste raio. Se você escolher uma ferramenta muito grande, não poderá limpar os cantos completamente; se a ferramenta for muito pequena, ela quebrará facilmente - desperdiçando tempo e material. Portanto, tomar um minuto extra para medir nunca dará errado!
5. Faça bom uso de ferramentas cônicas para alta eficiência em recursos cônicos
Se a peça tiver afilamentos inteiros (por exemplo, alguns pinos de posicionamento ou saliências cilíndricas com afilamentos), não hesite em usar uma ferramenta cônica diretamente para usinagem. Este método oferece alta eficiência e boa precisão, evitando muitos problemas. O editor notou que algumas pessoas sempre tentam se contentar com ferramentas comuns, mas isso acaba levando mais tempo. Por que passar por esse aborrecimento?
Informações e recomendações pessoais:
A usinagem de cobre CNC enfrenta dois grandes desafios: o material é macio e propenso à aderência da ferramenta. Aqui estão algumas dicas de operação:
- Velocidade do fuso e taxa de alimentação: O cobre tem boa usinabilidade, então você pode aumentar moderadamente a velocidade do fuso e a taxa de alimentação.
- Reserva de espaço de faísca: Ao usinar eletrodos de cobre, defina a folga de faísca (permissão reservada) corretamente. Para eletrodos de desbaste, a folga é geralmente de 0,2 0,5 mm; para eletrodos de acabamento, é 0,05 0,15 mm.
- Tolerância e Stepover: Para acabamento de eletrodos de cobre, é apropriado definir a tolerância entre 0,005 0,02mm e o stepover entre 0,05 0,3mm.
- Manutenção e Inspeção: Faça a manutenção regular da máquina-ferramenta e verifique cuidadosamente a simulação do programa antes da usinagem para evitar cortes excessivos e colisões de ferramentas.
Em suma, dominar esses métodos tornará a usinagem de cobre CNC duas vezes mais eficaz com metade do esforço! Espero que isto ajude você.
Você precisa que eu ajuste a tradução de termos técnicos específicos (como otimizar expressões para "espaço de faísca" ou "passo a passo" para se alinhar com as convenções internacionais de usinagem CNC) ou crie um glossário bilíngue dos principais termos de usinagem de cobre CNC para sua referência?