English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

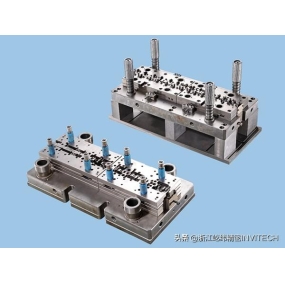
Cel mai frecvent și esențial instrument în fabricile de ștanțare este presa de perforare, care are un set de matrițe pe fiecare presă pentru a prelucra diferite forme de produse ștanțate Datorită necesității de a calcula tonajul matrițelor, este necesar să se confirme dimensiunea presei de perforare. Înainte de planificarea fiecărui set de matrițe, ar trebui să se acorde prioritate calculului tonajului pentru a evita perforarea incompletă din cauza tonajului insuficient.
Tonajul presei de perforare este legat în principal de forța necesară pentru ștanțare. În cazul în care tonajul nu este suficient, tragerea nu va fi în poziție.
F=LTσbf
3. σ b se referă la rezistența la tracțiune a materialului plăcii de oțel ștanțat.
Rezultatul obținut prin înmulțirea mai mulți factori de mai sus într-o fabrică de ștanțare este forța de ștanțare, dar unitatea este în newtone. Pentru a o converti în tone, împărțiți la 9800 pentru a obține tonajul de bază. Apoi, având în vedere marja de siguranță de ștanțare și forța necesară pentru descărcare, împingere și alte operațiuni, împărțiți acest tonaj cu un coeficient de 0,7 pentru a obține tonajul mașinii unelte.
Acest articol este de la EMAR Mold Co., Ltd. Pentru mai multe informații legate de EMAR, faceți clic pe www.sjt-ic.com,