English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

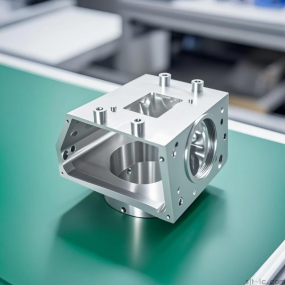
С активным развитием исследований моделирования конечных элементов при обработке штамповочных деталей все больше и больше людей начинают использовать методы конечных элементов для понимания сложных проблем штамповки деталей и продолжают добиваться успеха. Формируемость штамповочных деталей напрямую связана с качеством деталей. Отклонение штамповочных деталей во время обработки может быть по разным причинам. Давайте выясним вместе.
Причины отклонения разрыва при обработке штамповочных деталей:
1. Во время обработки штампованных деталей параметры процесса могут быть необоснованными, поэтому обычно требуется, чтобы давление сердцевины и две части соединялись вместе, а листовой материал пластически деформировался, когда ползунок машины скользит вниз. Однако из-за дефектов, таких как качество нестабильных частей печати, это указывает на то, что давление станка в состоянии дисбаланса давления во время производственного процесса формирует конструкцию экструзионной части обработки фланца подложки, что указывает на характеристики небольшой прессованной поверхности в исходной конструкции матрицы.
2. Однако формирование седла прижимного сердечника игнорируется, что связано с ошибкой между обрабатывающей частью штампа и конструкцией чертежей. Перед формированием экструзионной части оно осуществляется через позиционирующий штифт и отверстие на верхней поверхности материала сердечника давлением, так что давление материала сердечника должно обеспечивать стабильность, быть надежным и правильным. При строительстве этой работы направляющая заземления очень скользкая, иначе заготовка будет нестабильной в процессе формования, в результате чего давление сердечника будет сталкиваться со стенкой штампа.
3. Если в конструкции матрицы учитываются другие факторы, а использование специального руководства для скольжения игнорируется, структура ориентированного на обработку профиля принимается, а пространство позади слишком велико, чтобы его можно было отрегулировать, что приведет к разрыву штамповочных деталей. Нержавеющая сталь широко используется в промышленном производстве из-за ее отличной производительности, но ее производительность при обработке штамповочных деталей плохая, поверхность листа легко царапается, а матрица легко прилипает к опухолям, что оказывает большое влияние на качество обработки и эффективность производства штамповочных деталей.