English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

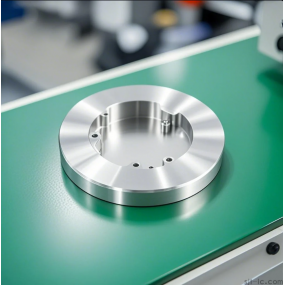
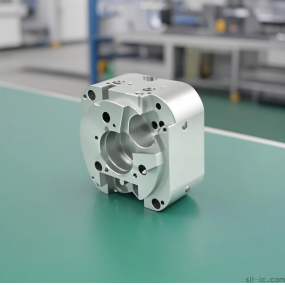
Правила технологии поверхностной обработки отливок из титановых сплавов в основном основаны на национальном стандарте "Технические спецификации на поверхностную обработку отливок из титановых сплавов" (GB / T 39330-2020). Стандарт подробно определяет поверхностную обработку, проверку качества, контроль качества и техническую безопасность поверхности отливок из титановых сплавов и титановых сплавов. Ниже приведены некоторые из основных правил технологии поверхностной обработки отливок из титановых сплавов: 000 @ 000 I. Метод обработки поверхности Пескоструйная обработка Цель: удалить прилипание песка, поверхностный спекающий слой и часть оксидного слоя на поверхности отливки для подготовки к последующей обработке, такой как травление или гальваническое покрытие. Требования: Белый корунд обычно используется для пескоструйной обработки. Давление пескоструйной обработки контролируется ниже 0,45 МПа, чтобы избежать интенсивных искр, вызванных воздействием частиц песка на поверхность титана, что приведет к повышению температуры и взаимодействию с поверхностью титана, образуя вторичное загрязнение. Цель травления: быстро и полностью удалить реакционный слой на поверхности отливки, такой как оксидный слой и другая грязь, избегая при этом загрязнения других элементов на поверхности. Требования: Обычно используемые травильные растворы включают серии HF-HCl и серии HF-HNO3. Травильный раствор серии HF-HCl имеет большое поглощение водорода, в то время как травильный раствор серии HF-HNO3 имеет небольшое поглощение водорода и может осветлять поверхность. В процессе травления необходимо контролировать концентрацию травильного раствора (например, концентрацию HF на 3% 5%, концентрацию HNO3 около 15% 30%) и температуру (обычно при 2025 C). Время травления составляет около 35 минут. После травления литье необходимо очистить в воде и высушить в потоке горячего воздуха. Другие методы Поверхностная обработка отливок из титановых сплавов также может включать передовые технологии обработки поверхности, такие как электролитическое механическое шлифование композитов, шлифовка бочек, химическая полировка и электролитическая полировка. Эти методы могут еще больше снизить шероховатость поверхности и улучшить блеск поверхности, но операция относительно сложная и подходит для случаев с чрезвычайно высокими требованиями к качеству поверхности. II. Цель проверки и контроля качества: обеспечить соответствие качества отливок из титановых сплавов после обработки поверхности стандартным требованиям. Требования: Должна проводиться строгая проверка качества отливок после обработки поверхности, включая проверку внешнего вида, точность размеров, проверку шероховатости поверхности и т. д. В то же время должна быть создана система контроля качества для контроля всех звеньев в процессе обработки поверхности, чтобы обеспечить стабильность и постоянство технологических параметров. III. Технические требования безопасности: во время обработки поверхности отливок из титанового сплава должны строго соблюдаться процедуры безопасной эксплуатации и необходимо носить необходимое защитное оборудование, такое как защитные очки, защитная одежда, перчатки и т. д. В то же время должна быть обеспечена целостность оборудования и инструментов для обработки, чтобы предотвратить несчастные случаи с безопасностью, вызванные отказом оборудования или неправильной работой.