English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

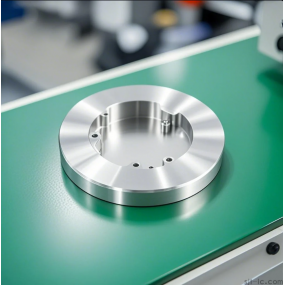
Характеристика потока металла при пробивке небольших отверстий заключается в том, что на начальном этапе пробивки отходы сжимаются пуансоном и вдавливаются в окружающую область отверстия, что просто вызывает деформацию соседнего отверстия и края формы заготовки. При пробивке небольших отверстий происходит большая пластическая деформация, поэтому возникает явление упрочнения материала и снижения пластичности. По сравнению с другими штампами, штампы с маленькими отверстиями имеют свои особенности. Диаметр выпуклых и вогнутых штампов небольшой, расстояние между штампами узкое, легко трогать, а штамп легко ломается. Чтобы избежать растрескивания пуансонов, к штампам предъявляются более высокие требования. Помимо правильного и разумного расположения различных размеров и ориентаций, особое внимание следует уделить выбору материалов пуансонов.
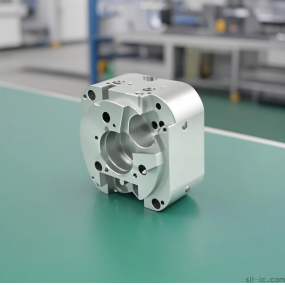
Форма для штамповки, запланированная близлежащим штамповочным заводом, изготовлена из стали, а сменные детали выбираются для увеличения количества запасных частей, чтобы избежать растрескивания пуансона и влияния на производство.
При планировании головки с небольшим отверстием следует обратить внимание на следующие вопросы:
1. При планировании пунша его прочность должна определяться в соответствии с прочностью на сдвиг материала заготовки. При необходимости для повышения жесткости можно использовать ступенчатый пунш.
2. Пуансон должен быть расположен в симметричной ориентации как можно больше, чтобы избежать большого отклонения между ориентацией центра пробивочной силы и центром рукоятки штампа. Крутящий момент должен быть примерно сбалансированным и его нелегко разорвать. 000 @ 000 3. Когда на стальной пластине захеджировано несколько отверстий, сопротивление разминанию, возникающее внутри материала между отверстиями, заставляет пуансон изгибаться в общем направлении формы заготовки, что увеличивает трение между пуансоном и материалом, что приводит к резкому увеличению силы разряда. При пробивке небольших отверстий пуансон должен выбрать направляющее устройство для повышения его прочности и увеличения срока службы пуансона.
4. Во время работы пуансона, в дополнение к сжимающему напряжению, вызванному пробивочным усилием, он также должен принимать растягивающее напряжение, вызванное разгрузкой, и существует большое явление концентрации напряжений на краю пуансона, особенно для пробивки небольших отверстий сырья и более твердых материалов. Явление усталостного повреждения возникает, когда пуансон подвергается циклической нагрузке, что является более выдающимся. Поэтому близлежащий штамповочный завод должен быть особенно осторожен в выборе материалов пуансона и определении спецификаций термообработки, а также должен учитывать разумные требования как твердости, так и долговечности.
5. Старайтесь избегать поломки пуансона из-за небольших и неровных зазоров, плохой точности штамповочного оборудования, плохой установки штампа и т. Д. При пробивке небольших отверстий близко к форме заготовки это часто вызывает деформацию сводки формы. Односторонняя деформация сводки формы может привести к тому, что конец пуансона будет скручиваться, что приведет к разрыву пуансона.
Следовательно, ориентация небольшого отверстия должна быть далека от суммарной формы, а ориентация общего отверстия должна быть немного дальше от суммарной формы, чтобы избежать деформации суммарной формы.
Эта статья от EMAR Mold Co., Ltd. Для получения дополнительной информации, связанной с EMAR, пожалуйста, нажмите: www.sjt-ic.com!