English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

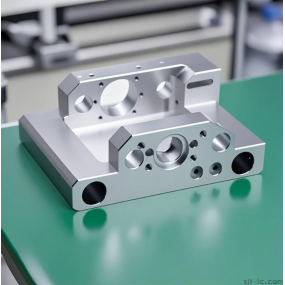
Структура рамы обработки корпуса из листового металла имитационного шкафа EMAR должна достичь трех точек: D во-первых, структура проста; во-вторых, оснастка проста; в-третьих, она способствует сборке и обслуживанию. Простая структура способствует изменению профильного материала, а размер может быть сформирован в шасси различных внешних размеров. Каковы требования к обработке листового металла имитационной оболочки шкафа EMAR?
000 @ 000Точки обработки, на которые необходимо обратить внимание при производстве и обработке имитационных шкафов EMAR, следующие:
1. В производстве каждый процесс должен быть обработан в соответствии с чертежами, процессами и стандартами; если чертежи не соответствуют процессу, процесс имеет преимущественную силу.
2. Когда чертежи и процессы имеют требования к маркировке допусков, они должны быть обработаны в соответствии с требованиями допусков.
3. Когда чертежи и процессы не маркированы с допусками, они должны быть обработаны согласно GB / T 1804-92m.
4. Если на чертежах указаны размеры и допуски, не соответствующие технологическим требованиям, то они должны обрабатываться в соответствии с технологическими требованиями.
5. Форма шкафа обрабатывается в соответствии с положительным допуском допустимого допуска, а форма шасси обрабатывается в соответствии с отрицательным допуском допустимого допуска.
6. Форма двери обработана в соответствии с отрицательным допуском допустимого допуска, а положительные допуски строго запрещены.
7. Отверстие без требований допуска должно быть обработано в соответствии с положительным допуском уровня GB / T 1804-92m.
8. Когда все продукты должны открывать технологические отверстия из-за гальванического или горячего погружения цинка, технологические отверстия должны быть невидимыми на передней части продукта. Когда все виды панелей из алюминиевого сплава не отмечены допусками, они должны быть обработаны в соответствии с отрицательной разницей уровня GB / T 1804-92 f и немного ниже.
9. Для последовательности процесса изгиба после прессования и клепки следует проявлять особую осторожность при организации процесса. Если край слишком мал, изгиб после прессования и клепки будет мешать.
10. Для деталей с требованиями к гальваническому покрытию требуется нажать и заклепать после гальванического покрытия. Если трудно нажать и заклепать после изгиба, процесс должен указывать, что требуется вспомогательный клепальный инструмент.
11. Когда толстая подшивка пластины слишком мала, необходимо оставить больше поля для местных размеров, которые нельзя сложить на месте, а затем смыть или отшлифовать излишки после сгибания.
12. За исключением специальных инструкций, направление заусенцев должно быть в пределах изгиба, и все инструкции должны быть описаны в схеме процесса с изгибом или текстом.