English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

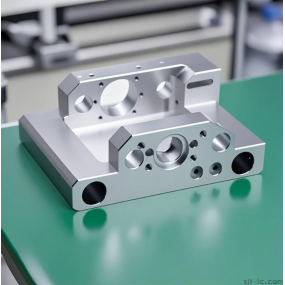
Обработка деталей точной штамповки имеет строгие требования к толщине листового металла, потому что толщина материала определяет зазор формы. Толщина листового металла сильно различается, а производство с одной и той же штамповкой и одним и тем же зазором повлияет на качество и точность изделия. Серьезное повреждение формы произойдет, и даже несчастные случаи на оборудовании произойдут при производстве деталей высокой точности штамповки. Каково влияние чрезмерной толщины листового металла?
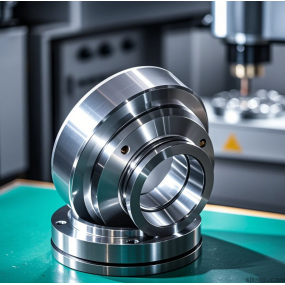
1. В процессе гашения могут быть сформированы заусенцы, если положительная погрешность толщины листа слишком велика или отрицательная погрешность слишком велика. Листы со слишком большой отрицательной погрешностью увеличивают отрыв и влияют на точность масштабирования. Листы со слишком большой положительной погрешностью увеличивают пробивную силу и пробивную работу, что может повредить штамповочное оборудование. Неравномерная толщина материала также может сделать штамповочные детали односторонними заусенцами.
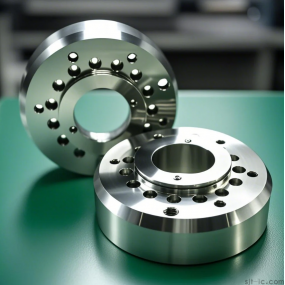
2. В зигзагообразном процессе материал с большими отрицательными ошибками отскакивает, образуя неточные формы и размеры деталей точной штамповки и легко формируя явления прогиба и изгиба. Если положительная погрешность толщины материала слишком велика, будет сформировано зигзагообразное поверхностное замешивание, что повлияет на качество поверхности штамповочных деталей и увеличит зигзагообразную силу и зигзагообразную работу, что может привести к повреждению оборудования. Неравномерная толщина также сформирует неточные формы и масштабы штамповочных деталей. 
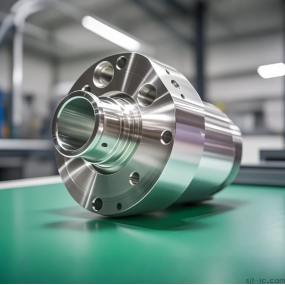
3. В процессе глубокой вытяжки отрицательная погрешность толщины материала слишком велика, что вызовет неравномерную форму из-за отскока, а также сформирует отсутствие высоты прецизионных штамповочных деталей и небольшое явление большого дна штамповочных деталей, что также уменьшит силу прессования. Кроме того, относительное увеличение зазора между выпуклыми и вогнутыми формами приводит к тому, что материал сморщивается во время процесса вытяжки, что увеличивает сложность активности металлического материала, тем самым увеличивая силу вытяжки, что приводит к растрескиванию штамповочных деталей в закругленных углах вогнутой формы. Положительная погрешность толщины материала слишком велика, что увеличивает трение между материалом и кольцом заготовки и формой, а относительное уменьшение зазора между выпуклыми и вогнутыми формами увеличивает силу вытяжки, образуя истончение материала и явление растрескивания на закругленных углах пуансона. И из-за увеличения силы вытяжки и перегрузки чертежа это может стать оборудованием. Неравномерная толщина материала вызовет неравномерную толщину стенки штамповочной части и неровный край рта. Сильная неравномерная толщина материала вызовет растрескивание штамповочной части и повреждение штамповки и оборудования для крупных штамповочных деталей.
Эта статья от EMAR Mold Co., Ltd. Для получения дополнительной информации, связанной с EMAR, пожалуйста, нажмите: www.sjt-ic.com!