English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

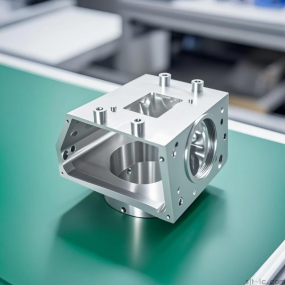
Общие проблемы и методы обработки гибки листового металла при обработке оболочки:
В процессе гибки при обработке оболочек из листового металла в Хунане часто встречаются многие проблемы. Понимая эти распространенные проблемы и методы их обработки, мы можем предоставить решения проблем, возникающих при последующем гибке, для достижения цели быстрого и эффективного производства.
Во-первых, проблемная точка: заготовка деформируется на изгибе после изгиба.
B. Причина возникновения: деформация в основном вызвана быстрой скоростью изгиба, и рука не успевает за скоростью изгиба заготовки
C. Решение: Уменьшите скорость гнуть и удерживайте воркпьесе и воркпьесе одновременно.
Во-вторых, проблема: сгибание более длинной заготовки, угол одного конца большой, а другого маленького
B. Эта ситуация обычно возникает из-за следующих обстоятельств:
(1) толщина материала непоследовательна, один конец толстый, а другой тонкий
(2) неровный износ и разрыв плесени, с различной высотой на обоих концах
(3) Промежуточные блоки несбалансированы и не на одном уровне
000 @ 000C. Решение:
(1) обратная связь с лазером или NCT, чтобы обратить внимание на выбор материала
(2) изменить инструмент умирают
(3) Отрегулируйте средний блок
В-третьих, проблемная точка: при изгибе некоторые заготовки деформируются.
B. Причина возникновения: Эта ситуация в основном связана с тем, что C расположен на заднем манометре. При сгибании B заготовка сгибается и перемещается вверх, врезается в задний манометр и сжимается задним манометром. После сгибания D сжимается и деформируется.
C. Решение: Примите функцию post-setting pull-back.
В-четвертых, проблема: размер изгиба небольшой, его нелегко найти, а верхнюю форму легко нажать на задний датчик.
B. Причины: Поскольку t = 0,8, нажмите принцип выбора формы, v = 50,8 = 4 мм. 4v от центра до края расстояние составляет 3,5 мм, а внутренний размер 2,9 мм 2.9-0 = 2,1 мм. Размер изгиба находится на расстоянии от центральной линии до края v, и его нельзя расположить во время формальной носки. Используйте нижнюю форму для обратной установки, верхняя форма будет нажата, а после проживания передняя и задняя установка не будет работать. Подумайте о других методах.
C. Решение: 1. Вы можете установить нижний штамп. Добавьте прокладку (не более 3t) перед задним датчиком, чтобы задний датчик мог отступить и избежать верхнего штампа. 2. Если размер другого конца ☺ 3, вы также можете использовать другой конец, чтобы прислониться к положению и установить нижний штамп.