English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

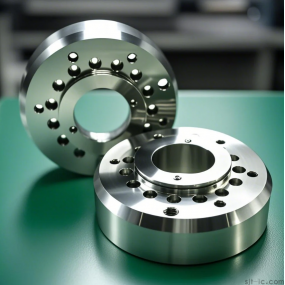
В дополнение к причинам отскока материала, упомянутым в предыдущей статье, изгиб деталей неисправен, а ненадежное расположение заготовки также сделает изгиб деталей, производимых заводом по обработке деталей точной штамповки, неквалифицированным.
Позиционирование заготовки ненадежно, и заготовка скользит во время процесса гибки, что делает продукт неквалифицированным. Способы повышения надежности позиционирования:
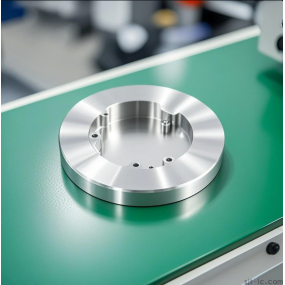
1. Верхнее устройство состоит из воздушной подушки, резины, пружины и т. д., проходящих через верхнюю пластину, приложив обратную прижимную силу к заготовке перед тем, как она войдет в изгиб. Это увеличивает силу трения на заготовке и предотвращает возможное движение заготовки. Он также может изготовить зубчатые узоры, ямы, верхние конусы и т. д. на верхней поверхности прессовочного стержня, прессовочной пластины или поверхности пуансона, чтобы добавить надежность позиционирования. 
2. Выберите надежную форму позиционирования. Позиционирование в основном в виде внешнего позиционирования и позиционирования внутреннего отверстия. Внешняя операция позиционирования удобна, но надежность низкая. Операция позиционирования внутреннего отверстия не удобна, а диапазон использования узкий, но позиционирование надежное. Если завод по обработке прецизионных штамповок выбирает позиционирование внутреннего отверстия вместе с прессовочным оборудованием, позиционирование будет иметь лучший эффект.
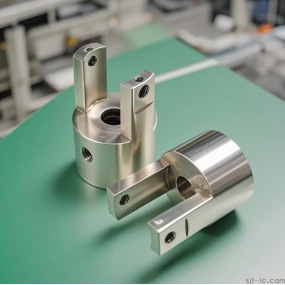
3. Асимметричное усилие на заготовку формирует некачественную форму. Неравномерное усилие на асимметричную заготовку во время изгиба приведет к перемещению заготовки. Для того, чтобы сделать заготовку однородной во время изгиба, асимметричную заготовку можно объединить в симметричную заготовку и согнуть за один раз.
Эта статья от EMAR Mold Co., Ltd. Для получения дополнительной информации, связанной с EMAR, пожалуйста, нажмите: www.sjt-ic.com,