English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

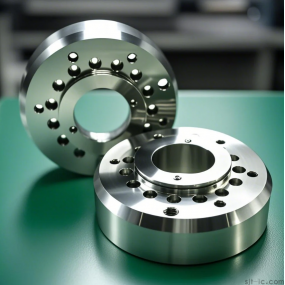
Заводы по обработке деталей точной штамповки часто сталкиваются с различными проблемами при производстве деталей точной вытяжки, что сильно влияет на производственный график и контроль затрат. Как возникают эти проблемы? EMAR объясняет вам большое количество практических доказательств.
1. Влияние глубины растяжения
Распределение сопротивления потоку растягивающего материала вдоль вогнутой головки напрямую связано с глубиной вытяжки. В изогнутом положении внутренней вогнутой и внешней выпуклости чрезмерная глубина растяжения растягивающей части может вызвать неравномерное распределение сопротивления деформации, что представляет собой сморщивание, которое должно быть максимально предотвращено.
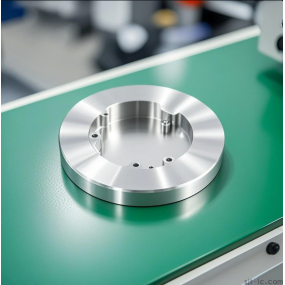
2. Отрегулируйте размер усилия держателя заготовки
Когда морщины возникают равномерно вокруг заготовки, следует судить, что отсутствует усилие прессования, и морщины можно устранить, постепенно увеличивая усилие прессования. Когда растягивающая часть растягивает коническую часть и полусферическую часть, большая часть данных находится в подвешенном состоянии в начале растяжения. Легко происходит сморщивание боковины, поэтому в дополнение к увеличению усилия держателя заготовки завод по обработке деталей для точной штамповки также должен добавить ребра для увеличения внутреннего диаметра растяжения пластины и устранения морщин. 000 @ @ @ 000
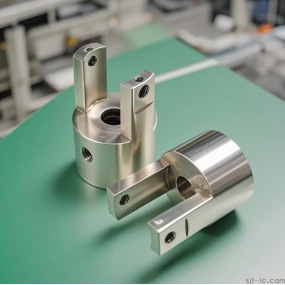
3. Влияние радиуса филе штампа
Радиус филе волочильной матрицы слишком велик, и заготовка втекает в матрицу через филе матрицы, тем меньше сопротивление извилистой деформации. Чем меньше сопротивление извилистой деформации, тем проще возникновение морщин. Чем больше извилистое сопротивление небольшой извилистой деформации радиуса матрицы, тем меньше простая морщина, но легко образовывать трещины и вытягивания растянутой части.
Основной причиной сморщивания растянутых деталей является накопление материалов в процессе растяжения и чрезмерная скорость движения локального материала. При формулировании решения завод по обработке деталей точной штамповки должен рассмотреть возможность корректировки соответствующей организации штампа с учетом вышеуказанных аспектов, что позволит достичь хороших результатов.
Эта статья от EMAR Mold Co., Ltd. Для получения дополнительной информации, связанной с EMAR, пожалуйста, нажмите: www.sjt-ic.com,