English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Привет, коллеги-инженеры и профессионалы в области закупок! Вы устали от поиска направляющих с ЧПУ, которые просто не соответствуют требованиям? Вы знаете, те, которые обещают точность, но доставляют головную боль из-за преждевременного износа или плохой посадки? Вы не одиноки. Правильное использование методов обработки является абсолютным ключом к производительности и долговечности. Итак, что именно входит в направляющую колонну с ЧПУ высшего качества? Давайте погрузимся прямо и распакуем процесс от сырья до готового продукта. Я был в блоке несколько раз с этим, и я надеюсь, что мой опыт может пролить немного света для вас.

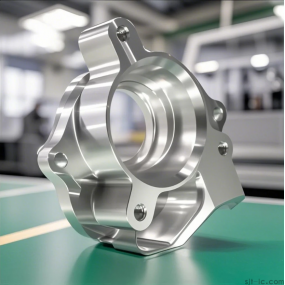
Что такое обработка направляющей колонны с ЧПУ? По сути, все дело в использовании управляемых компьютером машин для вырезания сверхточного цилиндрического штифта из металлического стержня. Это не работа токарного станка вашего дедушки. Мы говорим о создании критически важного компонента, который направляет движущиеся детали в формах и оборудовании с нулевым колебанием. Основная цель? Достичь зеркально-гладкой поверхности, точных размеров и твердости, которая может выдержать удар. Если что-то из этого выключено, может пострадать вся сборка. Это основа гладкой работы.
Основные шаги производственного процесса Хотя точная последовательность может варьироваться от магазина к магазину, путешествие обычно следует за этими ключевыми этапами. Я покажу вам, что я обычно ищу:
1. Выбор материала: все начинается с правильной стали. Большинство высококачественных направляющих колонн изготовлены из подшипниковой или цементирующей стали. Выбор неправильного материала здесь - это рецепт катастрофы в будущем.
2. Грубая обработка (точение с ЧПУ): здесь удаляется основная часть материала. Токарный станок с ЧПУ формирует грубую планку, приближая ее к конечным размерам, но оставляет немного больше места - то, что мы называем "припуском на механическую обработку" - для последних штрихов.
3. Термообработка: это волшебный шаг, который придает столбу прочность и износостойкость. Деталь нагревается и охлаждается под строгим контролем, чтобы затвердеть ее поверхность. Однако стоит отметить, что конкретный температурно-временной профиль для максимизации ударной вязкости без индуцирования хрупкости может быть сложным компромиссом.
4. Точное шлифование: после термической обработки деталь сложнее, но, возможно, немного деформировалась. Вот тут-то и появляется прецизионное шлифование. Используя специализированные шлифовальные круги, столб доводится до точного конечного диаметра и супер тонкой поверхности. Этот шаг не подлежит обсуждению для достижения необходимой посадки.
5. Улучшение поверхности (твердое хромирование и полировка): Наконец, часто наносится слой твердого хрома. Это добавляет дополнительный щит от коррозии и износа. Затем он полируется до зеркального блеска, что сводит к минимуму трение. Эта окончательная отделка - это то, что действительно делает деталь выглядеть и чувствовать себя профессионально.

Почему допуски и отделка поверхности - это не просто цифры. Мы все видим эти характеристики на чертежах, но что они на самом деле означают на цеху? Плотный допуск гарантирует, что направляющая стойка скользит во втулку с идеальным предсказуемым зазором - не слишком плотно, чтобы ее можно было связать, не слишком свободно, чтобы захлестнуть. Эта идеальная посадка - это то, что исключает игру и вибрацию. Точно так же превосходная отделка поверхности не только хорошо выглядит. На самом деле это создает поверхность, которая может лучше удерживать, уменьшая трение и накопление тепла. На мой взгляд, именно здесь вы отделяете средних поставщиков от исключительных. Потратив немного больше времени на простои, вы сэкономите целое состояние.
Распространенные препятствия и на что обратить внимание Даже с отличным процессом все может пойти не так. Давайте будем честными о нескольких распространенных ошибках:
• Внутренние напряжения, вызывающие деформацию: иногда напряжения, заблокированные внутри сырья, могут высвобождаться во время механической обработки, что приводит к деформации постфактум. Это может указывать на проблему с исходным качеством материала или параметрами грубой обработки.
• Шлифовальные ожоги: если этап шлифования слишком агрессивен, он может генерировать чрезмерное тепло и буквально "сжигать" поверхность стали, создавая ослабленный слой, который может отслаиваться позже. Хороший поставщик имеет строгий контроль, чтобы предотвратить это.
• Головоломка с покрытием: создание однородной приклеенной хромированной пластины само по себе является искусством. Плохая адгезия может привести к шелушению. Чтобы быть полностью прозрачными, точные электрохимические механизмы, которые каждый раз гарантируют идеальную адгезию, по-прежнему кажутся мне чем-то вроде черного ящика и часто сводятся к собственному опыту поставщика.
В любом случае, ключевой вывод заключается в том, что надежный производитель будет проходить проверку качества на каждом этапе, чтобы выявить эти проблемы до того, как деталь поступит в продажу.

По моему опыту, реальная стоимость заключается не в цене за штуку, а в общей стоимости владения. Хорошо сделанная направляющая колонна, изготовленная с использованием правильных методов обработки направляющих колонн с ЧПУ, может стоить на несколько долларов дороже авансом, но она с большим отрывом переживет более дешевые альтернативы, защищая ваше оборудование и ваш производственный график. Это инвестиция в спокойствие.