English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

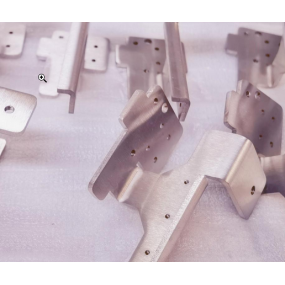
Завод по обработке штамповочных деталей из пяти металлов, обработка различных металлических штамповочных деталей, штамповочных деталей из нержавеющей стали, фасонных деталей и т. Д., В обработке штамповочных деталей при подаче формы, иногда не гладко, что происходит? Посмотрите ниже.
Причины неудачных поставок:
Форма может быть неподвижной, что приводит к тому, что лента не находится на той же прямой, что и транспортер и форма;
2) неровные полосы;
3, форма не выгружается, чтобы сформировать неправильную подачу;
4) Слишком плотное позиционирование;  5, направляющий штифт слишком плотный или прямое положение стенки слишком длинное;
5, направляющий штифт слишком плотный или прямое положение стенки слишком длинное;
6. Плохое или слишком длинное закрепление штампа с сухой лентой;
7, верхний штифт слишком короткий, лента и формованный блок сухие и;
8) неправильное расположение подъемных блоков;
9.Недостаточное уклонение вызывает сухость.
Все эти причины могут привести к плохой подаче формы, поэтому важно регулярно проверять и обслуживать форму.
Эта статья от EMAR Plus Co., Ltd. Для получения дополнительной информации о EMAR нажмите: www.sjt-ic.com,