English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

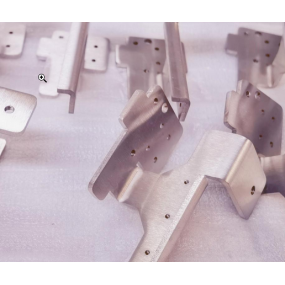
Petosna CNC obdelava je dobra CNC tehnologija obdelave, ki dodaja dve vrtljivi osi (običajno A-os in C-os) na podlagi trisosne CNC obdelave, kar močno širi zmogljivosti obdelave in fleksibilnost. Pri srečanju z nenormalnimi situacijami med petosnim CNC procesom se lahko sprejmejo naslednji ukrepi za njihovo rešitev: 1. Analizirajte vzrok nenormalnosti: Prvič, je treba določiti specifične situacije nenormalnosti, kot je pojav zoženja in pojava majhne glave v obdelovancu, nezadovoljiv učinek obloka obdelave, nezadostna velikost, povečanje ali zmanjšanje v vsakem procesu obdelovanca ali kratka življenjska doba orodja. Nato, kot odgovor na te nenormalne situacije, analizirajte možne vzroke, kot so slaba vodoravna nastavitev postavitve obdelovalnega orodja, resonanca zaradi prekrivanja frekvenc vibracij, napake pri programiranju ali nerazumne nastavitve sistemskih parametrov. Preverite stanje opreme: Izvedite podroben pregled obdelovalnih strojev, rezalnih orodij, naprav in druge opreme, da zagotovite, da so v dobrem stanju in da niso hudo poškodovani ali obrabljeni. Hkrati preverite, ali so rezalna tekočina, mazalno olje itd. zadostni in ali jih je treba zamenjati. 3. prilagodite parametre opreme: Na podlagi vzroka nenormalnosti prilagodite parametre opreme, kot so hitrost rezanja, hitrost podajanja, globina rezanja itd., da zagotovite stabilen in učinkovit proces obdelave. 4.Programiranje in optimizacija poti: V primeru napak pri programiranju ali nerazumnih nastavitev sistemskih parametrov reprogramirajte ali prilagodite sistemske parametre. Hkrati optimizirajte pot obdelave, da zmanjšate nepotrebne premike in premore med procesom obdelave ter izboljšate učinkovitost obdelave. 5. vzdrževanje: Redno vzdržujte opremo, kot so čiščenje, mazanje, pritrjevanje itd., da zagotovite dolgoročno stabilno delovanje opreme. Hkrati redno zamenjajte občutljive dele, kot so rezalna orodja, napeljave itd., da se izognete okvarem opreme zaradi hude obrabe. 6. ravnanje z alarmi: V odziv na pogoste alarmne situacije v sistemu CNC petosnega CNC obdelovalnega centra, kot je slab stik med izrezanjem električnega voda in elektromagnetnim kontaktorjem ali napake v ožičenju ali I / O enoti, ki se uporablja za potrditev stika elektromagnetnega kontaktorja, je treba na podlagi alarmnih pozivov sprejeti ustrezne ukrepe, kot je zamenjava elektromagnetnega kontaktorja, ožičenja ali I / O enote. 7.Iskanje strokovne pomoči: Če zgoraj navedeni ukrepi ne morejo rešiti problema, lahko poiščete pomoč strokovnega osebja, kot je osebje za tehnično podporo proizvajalcev strojnih orodij ali strokovno osebje za vzdrževanje strojnih orodij. Zagotovijo lahko podrobnejše rešitve, ki temeljijo na posebnih situacijah.