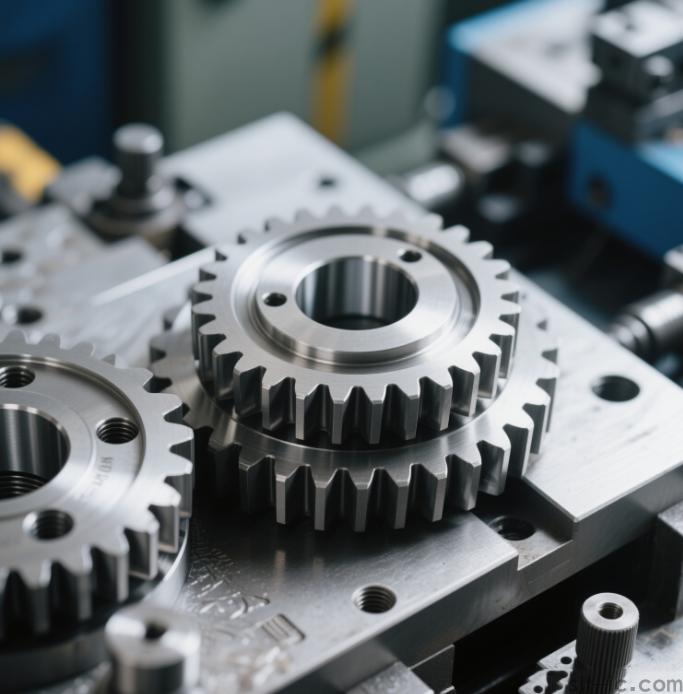
Stegar för CNC-redskapsbearbetning
Kort sagt följer det fyra steg: Grovbearbetning Bearbetning Värmebehandling Polering!
1. Använd först en svarv för att fräsa den grova konturen av kugghjulet (grov bearbetning), vilket ger en liten mängd bearbetningstillägg.
2. Använd sedan en ytfräs för att förfina tandprofilen för att säkerställa nätnoggrannhet.
3. Genomföra värmebehandling såsom släckning för att öka hårdheten.
4. Slutligen utför polering för att minska ytjämnheten.
Ett tips: För tunnväggiga kugghjul, bearbeta det inre hålet först innan du förfinar de yttre tänderna; annars är det benäget för verktygsvibrationer och tandflis!
Hur mycket kostar en CNC-bearbetad växel? mul
Kostnaden beror på material, precision och produktionsvolym!
- En enda vanlig stålväxel kostar vanligtvis 200-500 RMB, och enhetspriset kan sänkas till mindre än 100 RMB för massproduktion.
- Högprecisionsspiralväxlar kan kosta över 1 000 RMB vardera eftersom de kräver 5-axliga CNC-maskiner.
Här är ett exempel: För en stålväxel med en modul på 2 och en tolerans på 0,05 mm är enhetspriset cirka 120 RMB för en sats på 100 stycken. Om ytnitreringsbehandling läggs till kommer ytterligare 20% kostnad att uppstå.
För produktion i små satser är 3D-utskrift mer kostnadseffektivt; CNC-bearbetning är bättre lämpad för produktion i stora satser!
ReynCNC-bearbetningsparametrar för små växlar
- Spindelhastighet: 3000-5000 varv / minut
- Matningshastighet: 0,1 mm / tand
För små växlar (t.ex. modul < 1), använd fräsar med liten diameter för att undvika tandsträngsprutning. Rekommenderade parametrar är följande:
- Grov bearbetning: Varvtal = 3000 varv / min, Matningshastighet = 0,15 mm / tand, Skärdjup = 0,5 mm
- Avsluta bearbetning: Varvtal = 5000 varv / min, Matningshastighet = 0,05 mm / tand, Skärdjup = 0,1 mm
Nyckelpunkt: Säkerställ en tillräcklig tillförsel av skärvätska; annars slits verktyget snabbt ut och tandytans yta påverkas!
CNC Gear Bearbetning Precisionskontroll mul
Kärnan ligger i verktygskompensation och maskinkalibrering! Precisionsproblem uppstår vanligtvis av följande skäl:
1. Verktygsslitage: Kontrollera skäreggen var 20 arbetsstycken som bearbetas.
2. Lös fastspänning: Hydrauliska klämmor ger mer stabilitet än mekaniska klämmor.
3. Termisk deformation: Pausa maskinen i 10 minuter för att svalna halvvägs under bearbetningen.
Personligt testresultat: Mät regelbundet maskinens positioneringsnoggrannhet med en laserkalibrator, som direkt kan minska toleransen till inom 0,01 mm!
Försiktighetsåtgärder för CNC-bearbetning av släckta växlar
Efter släckning måste växeln genomgå glödgning innan bearbetningen är klar! Direkt fräsning kommer inte bara att orsaka tandsprickor utan också leda till allvarlig flisning av verktyg (så att det inte går att känna igen).
Den korrekta sekvensen är: Grov bearbetning av släckning av glödgning av bearbetning av sekundär polering.
Använd oljebaserad skärvätska; vattenbaserad vätska tenderar att göra det släckta skiktet sprött. Dessutom, för tunna växlar, utför spänningsavlastning först (t.ex. åldringsbehandling); annars kommer deformationen att vara så svår att det är frustrerande!
Personlig Insikt
CNC-bearbetning för växlar är verkligen effektiv, men nybörjare gör ofta misstag - till exempel slumpmässigt ställer in parametrar som resulterar i en tandyta så grov som sandpapper!
Faktum är att ägna mer uppmärksamhet åt långsvansnyckelord för att identifiera användarnas behov (som "botemedel mot CNC-verktygsbrott") kan ge korrekt trafik och göra det lättare att rangordna väl. Nästa gång innan du programmerar, sök efter hur användare ställer frågor; det kommer definitivt att bredda ditt tänkande! ✨
Om du behöver kan jag hjälpa dig att organisera en engelsk-kinesisk jämförelsetabell över centrala CNC-bearbetningsvillkor för att göra det lättare för dig att referera till gränsöverskridande kommunikation eller dokumentläsning.
 Swedish
Swedish » »
» »
 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque