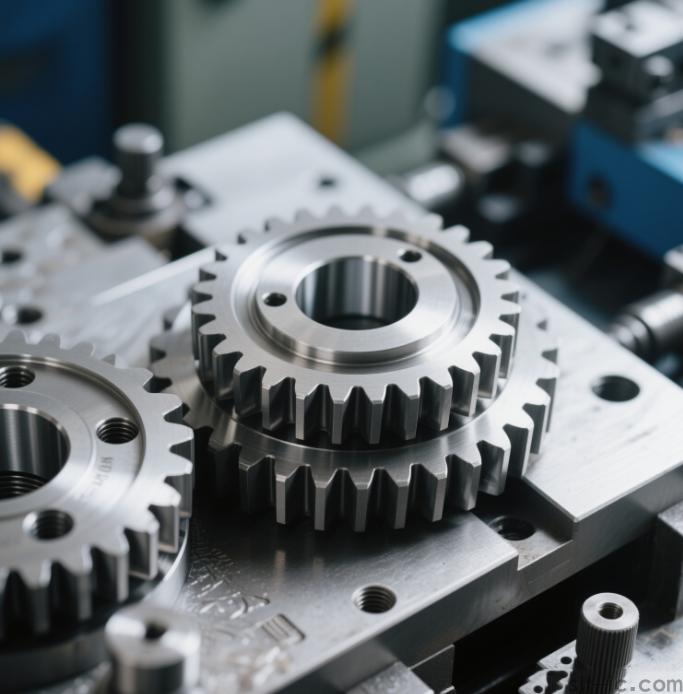
ขั้นตอนกระบวนการตัดเฉือนเกียร์ CNC
ในระยะสั้นมันเป็นไปตามสี่ขั้นตอน: การตัดเฉือนหยาบเสร็จสิ้นการตัดเฉือนการรักษาความร้อนขัด!
1. ขั้นแรก ให้ใช้เครื่องกลึงเพื่อบดรูปร่างหยาบของเกียร์เปล่า (การตัดเฉือนแบบหยาบ) โดยเหลือค่าเผื่อการตัดเฉือนจำนวนเล็กน้อย
2. จากนั้นใช้หัวกัดเสร็จสิ้นเพื่อปรับแต่งโปรไฟล์ฟันเพื่อให้แน่ใจว่ามีความแม่นยำในการตาข่าย
3. ดำเนินการบำบัดความร้อน เช่น การดับเพื่อเพิ่มความแข็ง
4. สุดท้ายทำการขัดเพื่อลดความหยาบของพื้นผิว
เคล็ดลับ: สำหรับเฟืองที่มีผนังบาง ให้ใช้เครื่องรูด้านในก่อนการกลั่นฟันชั้นนอก มิฉะนั้น มีแนวโน้มที่จะเกิดการสั่นสะเทือนของเครื่องมือและการบิ่นของฟัน!
❗ เกียร์กลึง CNC ราคาเท่าไหร่?
ต้นทุนขึ้นอยู่กับวัสดุ ความแม่นยำ และปริมาณการผลิต!
- เฟืองเหล็กธรรมดาตัวเดียวมักจะมีราคา 200-500 หยวน และราคาต่อหน่วยสามารถลดลงเหลือน้อยกว่า 100 หยวนสำหรับการผลิตจำนวนมาก
- เฟืองเกลียวที่มีความแม่นยำสูงอาจมีราคาสูงกว่า 1,000 หยวนต่ออัน เนื่องจากต้องใช้เครื่อง CNC 5 แกน
นี่คือตัวอย่าง: สำหรับเฟืองเหล็กที่มีโมดูลัส 2 และความทนทาน 0.05 มม. ราคาต่อหน่วยประมาณ 120 หยวนสำหรับชุด 100 ชิ้น หากเพิ่มการรักษาพื้นผิวไนไตรด์จะมีค่าใช้จ่ายเพิ่มเติม 20%
สำหรับการผลิตชุดเล็ก การพิมพ์ 3 มิตินั้นคุ้มค่ากว่า การตัดเฉือน CNC เหมาะกว่าสำหรับการผลิตชุดใหญ่!
☑พารามิเตอร์การตัดเฉือน CNC สำหรับเกียร์ขนาดเล็ก
- ความเร็วแกนหมุน: 3000-5000 รอบต่อนาที
- อัตราการป้อน: 0.1 มม. / ฟัน
สำหรับเกียร์ขนาดเล็ก (เช่น โมดูลัส <1) ให้ใช้หัวกัดขนาดเล็กเพื่อหลีกเลี่ยงการอัดขึ้นรูปของฟัน พารามิเตอร์ที่แนะนำมีดังนี้:
- การตัดเฉือนแบบหยาบ: ความเร็ว = 3000 รอบต่อนาที อัตราการป้อน = 0.15 มม. / ฟัน ความลึกในการตัด = 0.5 มม.
- การตัดเฉือนเสร็จสิ้น: ความเร็ว = 5000 รอบต่อนาที อัตราการป้อน = 0.05 มม. / ฟัน ความลึกในการตัด = 0.1 มม.
ประเด็นสำคัญ: ตรวจสอบให้แน่ใจว่ามีของเหลวตัดเพียงพอ มิฉะนั้น เครื่องมือจะสึกหรออย่างรวดเร็วและผิวฟันจะได้รับผลกระทบ!
ระบบควบคุมความแม่นยำในการตัดเฉือนเกียร์ CNC
แกนอยู่ในการชดเชยเครื่องมือและการสอบเทียบเครื่อง! ปัญหาความแม่นยำมักเกิดขึ้นจากเหตุผลต่อไปนี้:
1. การสึกหรอของเครื่องมือ: ตรวจสอบคมตัดทุก ๆ 20 ชิ้นงานที่ประมวลผล
2. การหนีบแบบหลวม: ที่หนีบไฮดรอลิกให้ความเสถียรมากกว่าแคลมป์แบบกลไก
3. การเสียรูปด้วยความร้อน: หยุดเครื่องชั่วคราวเป็นเวลา 10 นาทีเพื่อทำให้เย็นลงตรงกลางระหว่างการตัดเฉือน
ผลการทดสอบส่วนบุคคล: วัดความแม่นยำในการวางตำแหน่งของเครื่องเป็นประจำด้วยเครื่องสอบเทียบเลเซอร์ ซึ่งสามารถลดความทนทานได้โดยตรงภายใน 0.01 มม.!
ข้อควรระวังสำหรับการตัดเฉือน CNC ของเกียร์ดับ
หลังจากดับแล้วเกียร์จะต้องผ่านการหลอมก่อนการตัดเฉือน! การกัดโดยตรงไม่เพียง แต่จะทําให้ฟันแตกได้ง่าย แต่ยังนําไปสู่การบิ่นเครื่องมือที่รุนแรง (จนถึงจุดที่ไม่สามารถจดจําได้)
ลำดับที่ถูกต้องคือ: การตัดเฉือนหยาบ การหลอม การตัดเฉือน การขัดรอง
ใช้ของเหลวตัดที่ใช้น้ำมัน ของเหลวที่ใช้น้ำมีแนวโน้มที่จะทำให้ชั้นดับเปราะ นอกจากนี้สำหรับเกียร์บาง ๆ ให้ทำการบรรเทาความเครียดก่อน (เช่นการรักษาริ้วรอย); มิฉะนั้นการเสียรูปจะรุนแรงมากจนน่าหงุดหงิด!
ข้อมูลเชิงลึกส่วนบุคคล
การตัดเฉือน CNC สำหรับเกียร์นั้นมีประสิทธิภาพอย่างแท้จริง แต่ผู้เริ่มต้นมักทำผิดพลาด ตัวอย่างเช่น การตั้งค่าพารามิเตอร์แบบสุ่มส่งผลให้พื้นผิวฟันหยาบเหมือนกระดาษทราย!
ในความเป็นจริงการให้ความสำคัญกับคำหลักหางยาวมากขึ้นเพื่อระบุความต้องการของผู้ใช้ (เช่น "การเยียวยาสำหรับการแตกหักของเครื่องมือตัดเฉือนเกียร์ CNC") สามารถนำการรับส่งข้อมูลที่แม่นยำและทำให้ง่ายต่อการจัดอันดับที่ดี ครั้งต่อไปก่อนการเขียนโปรแกรมค้นหาวิธีที่ผู้ใช้ถามคำถาม มันจะขยายความคิดของคุณอย่างแน่นอน! ✨
หากคุณต้องการฉันสามารถช่วยคุณจัดระเบียบตารางเปรียบเทียบภาษาอังกฤษ - จีนของเงื่อนไขการตัดเฉือนเกียร์ CNC หลักเพื่อให้คุณอ้างอิงในการสื่อสารข้ามพรมแดนหรือการอ่านเอกสารได้ง่ายขึ้น
 Thai
Thai » »
» »
 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque