English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

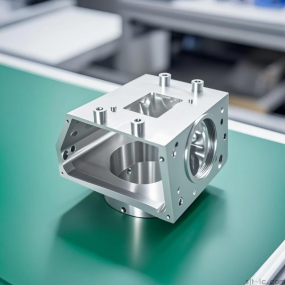
❗ การควบคุมความแม่นยำในการตัดเฉือน CNC ของถังเลนส์อลูมิเนียม
เมื่อพูดถึงความแม่นยำ อะลูมิเนียมค่อนข้าง "ใช้งานง่าย"! โดยเฉพาะอะลูมินัมอัลลอย 6061 - การตัดเฉือนจะราบรื่นมาก ด้วยความคลาดเคลื่อนที่สามารถควบคุมได้อย่างเสถียรภายใน 0.01 มม. และชิปแตกอย่างหมดจดโดยไม่ยึดติดกับเครื่องมือ แต่ถ้าคุณใช้โลหะผสม 7075 คุณต้องระวัง: มีความแข็งแรงสูง แต่มีแนวโน้มที่จะบิ่นเครื่องมือ ดังนั้นคุณต้องลดความเร็วในการตัดเฉือน จากมุมมองของบรรณาธิการ การควบคุมความเร็วแกนหมุนและความเย็นเป็นกุญแจสำคัญ มิฉะนั้น การขยายตัวทางความร้อนและการหดตัวจะทำลายความแม่นยำของคุณในทันที!

❗ เทคนิคการรักษาพื้นผิวสำหรับถังเลนส์อลูมิเนียม
ถังเลนส์อลูมิเนียมมักจะจบลงด้วย "ดูมืด" หลังจากการตัดเฉือน - ไม่ใช่เพราะพวกเขา "อารมณ์ไม่ดี" แต่เป็นเพราะการเปลี่ยนสีออกซิเดชัน! สาเหตุหลัก ได้แก่ ของเหลวตัดที่เสื่อมสภาพหรือสภาพแวดล้อมที่ชื้นซึ่งทั้งสองอย่างนี้สามารถทําให้พื้นผิวขาด ๆ หาย ๆ ในกรณีเช่นนี้คุณต้องเปลี่ยนของเหลวตัดเป็นประจําหรือใช้สารเคลือบอโนไดซ์โดยตรง นี่คือเคล็ดลับ: อลูมิเนียม 6061 มีเอฟเฟกต์อโนไดซ์ที่ยอดเยี่ยมในขณะที่ 7075 ต้องการการเคลือบป้องกันการกัดกร่อนเพิ่มเติม - มิฉะนั้นจะไม่ทนต่อการใช้งานในระยะยาว
❗ การเลือกเครื่องมือ CNC ที่แนะนำสำหรับถังเลนส์อลูมิเนียม
"คนงานต้องลับคมเครื่องมือของเขาก่อนถ้าเขาต้องทำงานให้ดี!" การเลือกเครื่องมือขึ้นอยู่กับวัสดุ: อลูมิเนียมธรรมดาสามารถแปรรูปด้วยเครื่องมือคาร์ไบด์ แต่สำหรับวัสดุแข็งเช่น 7075 ควรใช้โรงสีปลายหลายขลุ่ยที่มีการออกแบบรูระบายความร้อน - พวกเขาสามารถจัดการกับการกัดสล็อตลึกในขณะที่ลดอุณหภูมิ นอกจากนี้อย่าลืมตรวจสอบการสึกหรอของเครื่องมือ มิฉะนั้นหากเครื่องมือแตกครึ่งทางผ่านการตัดเฉือน.. คุณจะถูกทิ้งให้อยู่ในสถานการณ์ที่ทำอะไรไม่ถูกจริงๆ!
ขั้นตอนอโนไดซ์สำหรับถังเลนส์อลูมิเนียม
อโนไดซ์ไม่ใช่แค่ "แช่" ง่ายๆ! กระบวนการนี้ต้องใช้การขจัดคราบไขมันก่อน จากนั้นจึงล้างออก ตามด้วยการเกิดออกซิเดชันด้วยไฟฟ้า คุณต้องควบคุมความหนาแน่นในปัจจุบันและเวลาออกซิเดชันได้อย่างแม่นยำ มิฉะนั้น จุดด่างดำจะปรากฏขึ้นและทำลายกระบวนการทั้งหมด หลังจากการเกิดออกซิเดชัน การปิดผนึกรูขุมขนสามารถปรับปรุงความต้านทานการกัดกร่อนได้อีก จากประสบการณ์ส่วนตัวของบรรณาธิการ อะลูมิเนียม 6061 ให้พื้นผิวที่สม่ำเสมอหลังจากอโนไดซ์ ทำให้เหมาะสำหรับถังเลนส์ที่ต้องการผิวที่สวยงาม
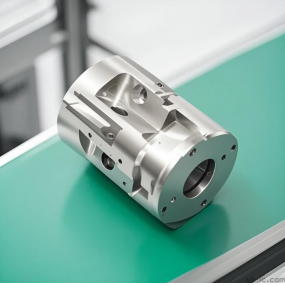
วิธีการตัดเฉือนที่มีความแม่นยำสูงสำหรับถังเลนส์อลูมิเนียม
ต้องการความแม่นยำสูง? คุณต้องรวมสภาพแวดล้อมเครื่องจักรและวัสดุ! การประชุมเชิงปฏิบัติการconstant-temperatureบวกกับเครื่อง CNC ความเร็วสูงเป็นรากฐาน ตัวอย่างเช่นแม้ว่าอลูมิเนียม 7075 จะแข็ง แต่ก็มีแนวโน้มที่จะเกิดการเสียรูปความเครียด - ดังนั้นจึงขอแนะนำให้เครื่องจักรในสถานะที่ผ่านการบำบัดด้วยความร้อน T6 นอกจากนี้อย่าลืมใช้โพรบสำหรับการวัดและการชดเชยข้อผิดพลาดแบบเรียลไทม์: หลังจากทั้งหมดแม้แต่การเบี่ยงเบนเล็กน้อยในกระบอกเลนส์ก็สามารถโยนเส้นทางแสงทั้งหมดออกไปได้!
ข้อมูลเชิงลึกส่วนบุคคล:
การตัดเฉือนถังเลนส์อลูมิเนียมไม่ยากเกินไป แต่ความสำเร็จอยู่ในรายละเอียด! สำหรับการเลือกวัสดุ 6061 ให้ความคุ้มค่าโดยรวมที่ดีในขณะที่ 7075 มีความแข็งแรงสูงกว่า แต่ยากต่อการประมวลผล สำหรับการรักษาพื้นผิวการป้องกันการเกิดออกซิเดชันเป็นสิ่งจำเป็น และเครื่องมือต้องตรงกับคุณสมบัติของวัสดุ.. ที่สำคัญที่สุดคือทดสอบอย่างอดทนและไม่รีบเร่งเพื่อความเร็ว หวังว่าเคล็ดลับเหล่านี้จะช่วยคุณ - ไปทำงานกันเถอะ!
คุณต้องการให้ฉันปรับแต่งการแปลคำศัพท์ทางเทคนิคเฉพาะหรือไม่ (เช่น การปรับนิพจน์สำหรับ "การอบชุบด้วยความร้อน T6" หรือ "เครื่องมือคาร์ไบด์" เพื่อให้สอดคล้องกับบรรทัดฐานการตัดเฉือนสากลได้ดีขึ้น) หรือสร้างอภิธานศัพท์สองภาษาของเงื่อนไขการตัดเฉือนถังเลนส์อลูมิเนียมหลัก?